|
|
|
|
|
|
|
|
|
Джур Е.А.;Вдовин С.И.;Кучма Л.Д.;Найденов В.А.;Николенко Е.Ю.
Издательство ДГУ 1992
|





ГЛАВА 6. 6.1. ХАРАКТЕРИСТИКА ОБЩЕЙ СБОРКИ Общая сборка представляет собой заключительный этап изготовления ракеты. Объем работ при этом включает: монтажные работы в отсеках и агрегатах, ориентирование их между собой и стыковку, соединение всех функциональных цепей, монтаж деталей и сборочных единиц, входящих непосредственно в общую сборку. Технологический процесс сборки начинают с операций входного контроля и комплектации. Детали, узлы, отсеки и агрегаты должны соответствовать по форме, размерам и допускам, чертежам, техническим требованиям и требованиям нормативно-технической документации: ГОСТам, ОСТам и т. п. Сопроводительная документация должна свидетельствовать о том, что работы по изготовлению, сборке, регулировке и т. п. выполнены в полном соответствии с технологической документацией. При этом входной контроль может включать в себя не только внешний осмотр сборочных единиц и элементов конструкции, проверку сопроводительной и контрольной документации, но и контроль геометрических и функциональных параметров, проверку работоспособности механизмов, приборов, систем и др. Сборку начинают с монтажа оборудования, приборов, механизмов, коммуникаций в отсеках и агрегатах. Стыковка сопровождается также монтажными работами. Ракету собирают по ступеням на соответствующих линиях сборки. Для перемещения агрегатов через позиции сборки используют тележки-подставки, систему рельсовых путей, подъемно-транспортные средства. В дальнейшем будет рассматриваться сборка двухступенчатой ракеты. Первая ступень состоит из баков окислителя и горючего, двигательной установки; приборного и хвостовых отсеков, переходника, органов управления ориентации векторов тяги двигательной установки: рулевых машинок, систем гидроприводов и др. Вторая ступень отличается от первой топливным отсеком с совмещенными баками. После окончания сборочно-монтажных работ каждая ступень подвергается взвешиванию, контролю положения центра масс и выходных геометрических параметров, комплексу испытаний на функционирование систем и герметичность. Стыковка ступеней сопровождается дополнительными монтажными, работами и заканчивается горизонтальными комплексными испытаниями ракеты в сборе. Технические условия общей сборки содержат требования строгого руководства чертежами, технологическими процессами, инструкциями и другой нормативно-технической документацией, контроля за отсутствием механических повреждений и загрязнений элементов конструкции и сборочных единиц, аттестации оборудования, технологической оснастки, грузоподъемных средств, использования исполнителями соответствующей спецодежды и др. Как правило, запрещается выполнять на сборочных рабочих местах какие-либо ремонтно-подгоночные, сверлильные, опиловочные и другие работы. По технике безопасности и охране труда при сборке должны выполняться следующие основные требования:
6.2. ОРГАНИЗАЦИЯ ОБЩЕЙ СБОРКИ 6.2.1. Организация цеха общей сборки В связи с большим значением качественного выполнения технологии сборочных работ к помещению цеха предъявляются особые требования, основные из них:
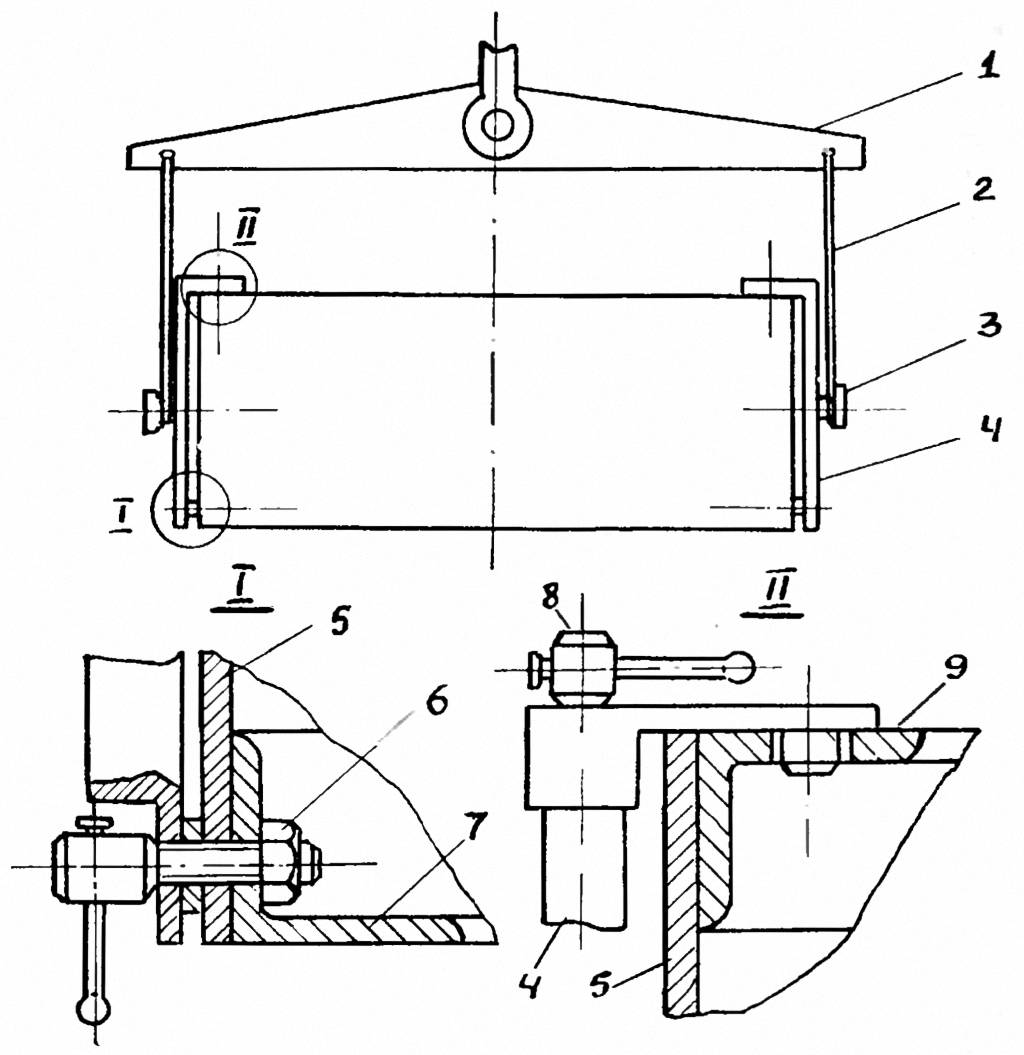
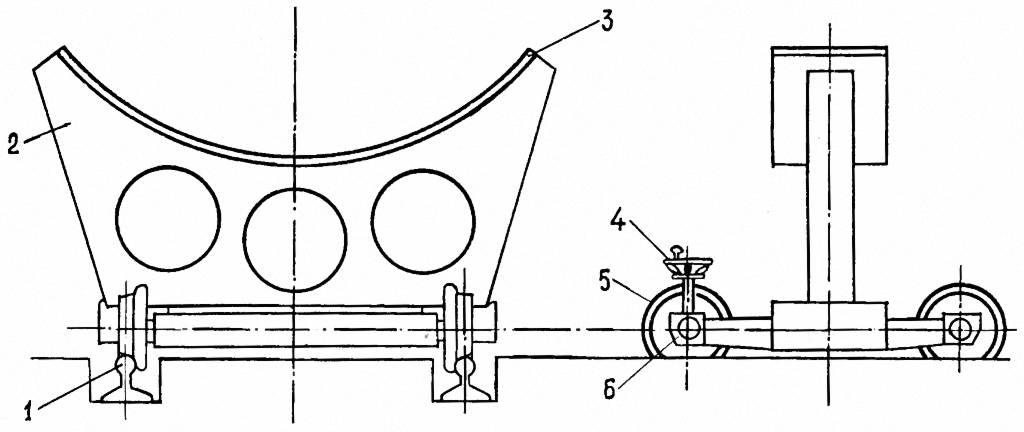
При выполнении монтажно-стыковочных работ отсеки, агрегаты размещают, как правило, в горизонтальном положении на тележках и стендах. На комплектовочных участках приборные, хвостовые, переходные отсеки, двигательные установки хранятся на подставках в вертикальном положении для предотвращения деформации под действием собственной массы. Каждый сборочный и испытательный участок должен быть оборудован необходимыми коммуникациями, выведенными на пульты управления. 6.2.2. Организация работ На предприятиях отрасли наибольшее распространение получили бригадная и операционная организационные формы работ. При бригадной форме весь комплекс технологических операций сборки выполняется от начала до конца одной бригадой рабочих. Разделение труда между членами бригады неустойчиво, от рабочих требуется высокая квалификация, универсализм, т. к. они выполняют разнообразные по технологическим характеристикам работы, используя при этом разнотипное оборудование и инструмент. Бригада состоит в основном из высококвалифицированных специалистов, и все члены бригады в равной степени ответственны за результаты своей работы. Качество сборки обеспечивается достаточно высокое. Бригадная форма сборки нашла широкое применение в мелкосерийном производстве. Операционная форма более эффективна в условиях серийного производства. Она предполагает выполнение рабочими определенных, закрепленных за ними операций технологического процесса. При операционной форме широко используется специализация рабочих, возрастают возможности применения средств механизации и автоматизации для выполнения операций технологического процесса, значительно расширяются возможности привлечения большого числа рабочих для одновременной работы. Сборка может быть подвижная и неподвижная (стапельная). При подвижной сборке отсеки перемещают от одного рабочего места к другому в соответствии с технологической последовательностью. Сменное задание выдается мастерам и бригадирам. На рабочие места подаются отсеки или ступени, поставляются комплектующие детали, узлы, кабели, приборы и т. п. в зависимости от вида работ. Организационной доставкой комплектующих элементов занимается мастер или его помощник. Сборщик знакомится с технологической документацией, получает в кладовой комплект инструмента. Каждая выполненная операция сопровождается трехступенчатым контролем качества работ: мастером, представителями ОТК и заказчика. Каждый из них своей росписью в сопроводительной карте удостоверяет качество выполненной сборочной операции. За каждым производственным участком закреплен технолог цехового техсектора, в обязанности которого входит оказание технологической помощи и контроль за выполнением технологического процесса сборки. 6.3. СБОРОЧНО-МОНТАЖНЫЕ РАБОТЫ Перед выполнением работ в приборном отсеке его осматривают на отсутствие механических повреждений, посторонних предметов, загрязнений, а также на соответствие сопроводительной документации и устанавливают в сборочное положение на монтажные тележки. Установка осуществляется мостовым краном с помощью кантовочного приспособления (рис. 6.1).
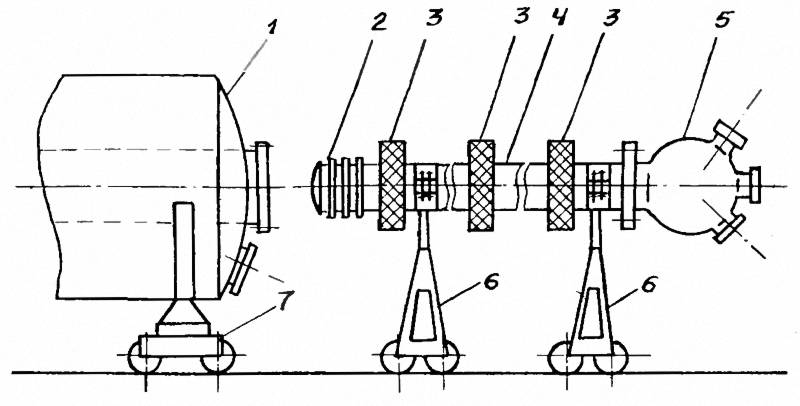
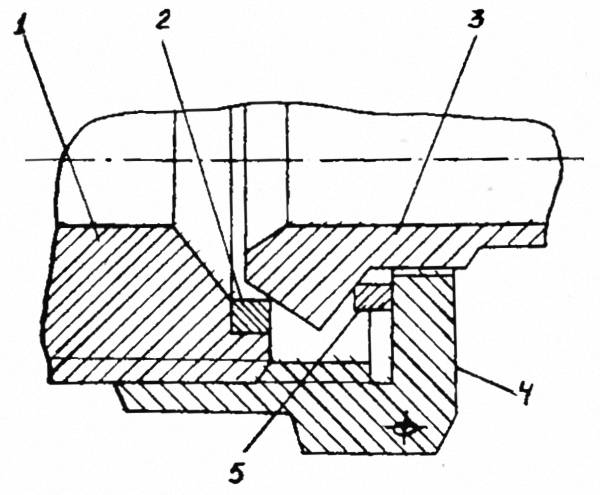
Кронштейны и держатели трубопроводов, шаробаллонов, элементов автоматики, приборов, кабелей крепят к деталям силового набора винтами, заклепками или с помощью сварки. Кабели, поступающие на сборку, проверяют на отсутствие повреждения изоляции, исправность штепсельных разъемов, контролируют омическое сопротивление. При монтаже внутренние радиусы изгибов кабелей не должны быть меньше радиусов, оговоренных в требованиях конструкторской документации для каждого конкретного кабеля, во избежание образования локальных деформаций, которые могут привести к появлению так называемых «мерцающих» контактов или к разрушению токоведущих жил. Выполнение требований но величине внутренних радиусов изгибов обеспечивается специальными технологическими приспособлениями. Избыточная длина кабелей, возникающая за счет допусков на изготовление, не должна превышать величины, указанной в конструкторской документации и обеспечивающей возможность стыковки с ответными разъемами и исключающей образованию петель. В соответствии с чертежами кабели прокладываются внутри узла и крепятся к неподвижным элементам конструкции поливинилхлоридной лентой с последующим её удалением при окончательном монтаже. Во время прокладки обеспечивается подстыковка кабелей к приборам и датчикам без натягов и перегибов. Кабели окончательно закрепляются в держателях. При окончательном монтаже кабелей не допускается: переплетение и скручивание кабелей, касание кабелей к подвижным частям конструкции, натяжение кабелей и свободное их перемещение в местах крепления. Для предотвращения повреждения кабелей при их касании с острыми углами, ребрами, кромками элементов конструкции на эти элементы конструкции устанавливаются прокладки, бандажи и т. п. В процессе крепления кабелей в металлических держателях между кабелями и держателями устанавливаются электроизоляционные прокладки. После окончательного закрепления кабелей предварительные бандажи и подвязки заменяются товарными бандажами, которые формируются из полихлорвиниловой ленты, капроновых или других ниток. Бандажи покрываются лаком. Приборы, датчики, элементы автоматики и другое оборудование устанавливаются на подготовленные кронштейны и держатели. Перед стыковкой штепсельных разъемов к приборам и датчикам с разъемов на кабелях и приборах удаляются технологические заглушки и по счету сдаются на склад. Контакты разъемов осматриваются на отсутствие повреждений, и проверяется соответствие маркировки разъемов на кабелях и приборах. Хлопчатобумажной салфеткой удаляется консервационная смазка с резьб, и наносится новая смазка. Смазка наносится на резьбовые части штепсельных разъемов тремя или четырьмя полосками поперек резьбы на величину резьбовых канавок. Попадание смазки на контакты и во внутренние полости разъемов не допускается. Контактные поля соединений очищаются пылесосом с диэлектрическим наконечником. Штепсельные разъемы предварительно состыковываются с разъемами приборов, гайка разъема должна навертываться от руки с легким её покачиванием. Применение ключей для разъемов простой конструкции при навертывании гайки запрещается. Для разъемов сложной конструкции при стыковке и расстыковке используются специальные технологические приспособления. Все разъемы расстыковываются и проверяются на отсутствие стружки в резьбах и повреждений в контактах. Смазка удаляется. Резьбы и контакты разъемов очищаются пылесосом. Производится прозвонка кабелей. Наносится новая эксплуатационная смазка на наружную резьбу штепсельных разъемов с выполнением требований при смазке. Выступающие контакты разъемов обезжириваются кисточкой, смоченной в спирте, а гнездовые контакты – хлопчатобумажной салфеткой, смоченной в спирте и хорошо отжатой. Гнездовые контакты при обезжиривании располагаются гнездами вниз для предотвращения попадания спирта внутрь гнезд. Изменение порядка обезжиривания запрещается. Обезжиренные разъемы состыковываются с приборами и датчиками в соответствии с их маркировкой. Монтаж шаробаллонов, приборов, аппаратуры осуществляют, как правило, по сборочным отверстиям, имеющимся на предварительно установленных и выверенных кронштейнах и платах. После завершения всех монтажных работ осматривают установленное оборудование, приборы, кабели на отсутствие повреждений и загрязнений. Отсек очищается пылесосом. В хвостовых отсеках наряду с аналогичными работами, выполняемыми в приборных отсеках, монтируют тяги, рычаги, рулевые устройства, потенциометры. Производится прозвонка кабелей и испытания приводов или системы гидроприводов. Перед монтажом трубопроводов проверяют наличие пломб на заглушках. Заглушки снимают непосредственно перед подсоединением трубопроводов к узлам и агрегатам. Заглушки учитываются и подлежат сдаче на склад. Трубопроводы осматривают на отсутствие повреждений и посторонних предметов и продувают чистым сжатым воздухом при определенном давлении, оговоренном в конструкторской документации. Монтаж трубопроводов осуществляется в соответствии с требованиями конструкторской и последовательностью технологической документации. Трубопроводы, имеющие механические повреждения рабочих поверхностей и нарушения покрытий, к монтажу не допускаются. Внутренние полости и уплотнительные поверхности трубопроводов перед монтажом обезжириваются. Уплотнительные поверхности, резьбы и контровочные отверстия деталей соединения трубопроводов во всех случаях, кроме оговоренных в конструкторской документации, смазываются тонким слоем смазки. Попадание смазки во внутренние полости трубопроводов не допускается. Трубопроводы прокладываются по своим трассам и предварительно закрепляются в держателях. Производится предварительная стыковка одного из концов трубопровода с ответным элементом конструкции. Второй конец проверяется на стыкуемость со своим ответным элементом, контролируется несоосность посадочных поверхностей, перекос фланцев и зазор между фланцами. Контролируемые монтажные неточности должны находиться в пределах допустимых значений, оговоренных в конструкторской документации. Устранение монтажных неточностей, значения которых не превышают допустимые, осуществляется технологическими приспособлениями. Если монтажные неточности превышают допустимые значения, производится подгонка отдельных трубопроводов по «месту», что должно быть оговорено в технической документации. При подгонке по месту обеспечиваются условия, исключающие попадание посторонних предметов, стружки, пыли во внутреннюю полость трубопровода и ответные узлы и системы. Перед каждым подсоединением подгоняемого конца трубопровода к ответному элементу трубопровод протирается и обезжиривается. Если технологической документацией подгонка по месту не допускается, то трубопровод с сопроводительной документацией, в которой указаны величины монтажных неточностей, направляется в цех-изготовитель трубопроводов. После подгибки трубопровод проливается, испытывается на прочность и герметичность и возвращается в сборочный цех. Допускается подгибка трубопроводов с ниппельными соединениями в пределах упругой деформации с наружным диаметром до 10 мм не более 10% от длины трубопровода, для диаметров от 10 до 20 мм – не более 5%, для диаметров свыше 10 мм подгибка не допускается. Соединение трубопроводов с ответными частями конструкции осуществляется двумя способами: сваркой – при сварном варианте конструкции; или затяжкой резьбовых соединений – при разъемном варианте конструкции, с помощью накидных гаек или фланцевых элементов трубопроводов. Перед сваркой, кроме очистки трубопровода от механических частиц и обезжиривания, осуществляется химическая обработка свариваемых деталей. Сварка производится с помощью технологических приспособлений в автоматическом режиме, как правило, при горизонтальном расположении продольной оси свариваемых ответных частей в соответствии с требованиями конструкторской документации и последовательности, оговоренной в технологическом процессе. Затяжка резьбовых соединений также осуществляется согласно технической документации. Различают два вида затяжки: нерегламентированную и регламентированную. Нерегламентированная затяжка выполняется при отсутствии требований конструкторской документации к усилию затяжки. Регламентированная затяжка производится с усилием, оговоренным в конструкторской документации: моментом, количеством граней от положения «до упора» и т. п. Предварительная затяжка резьбового соединения с последующей (иногда через несколько суток) окончательной моментной затяжкой осуществляется в наиболее ответственных разъемных соединениях. При затяжке соединений с накидной гайкой необходимо пользоваться двумя ключами, один из которых устанавливается на неподвижную гаечную головку штуцера, второй – на накидную гайку; соединения с лысками затягиваются тремя ключами, два из которых устанавливаются на гайки, третий – на лыску штуцера. Завинчивание накидной гайки до упора производят вручную до отсутствия ее осевых перемещений и качаний. На одноименных гранях наносят риски красной краской, обозначающие положение «до упора», после затяжки на указанное число граней стыки расстыковывают и осматривают на отсутствие механических повреждений на уплотнительных поверхностях и резьбах. Детали с образовавшимися механическими повреждениями к дальнейшей сборке не допускаются. Перед окончательной сборкой стыки должны быть повторно очищены, обезжирены и смазаны тонким слоем смазки, если применение смазки оговорено в конструкторской документации. Попадание смазки во внутренние полости трубопроводов и клапанов, а также в контрольные отверстия накидных гаек не допускается. Шпильки устанавливаются шпильковертом или при помощи универсального приспособления. Затяжку многоболтовых соединений производят поочередно методом крестообразной подтяжки в диаметрально противоположных местах с последующей подтяжкой вкруговую и контролем затяжки. Запрещается при затяжке пользоваться неисправным инструментом, применять прокладки между губками ключа и гранями гаек, болта, а также удлинители плеча стандартных ключей. Не допускаются к монтажу крепежные детали с механическими повреждениями, повреждениями антикоррозионных покрытий и с загрязнениями. Окончательную затяжку соедйнсний и контроль затяжки осуществляют в соответствии с требованиями конструкторской документации. Окончательное крепление трубопроводов в держателях выполняют, как правило, при сборке ступени. Все соединения трубопроводов пломбируются. 6.4. СБОРКА И СТЫКОВКА СТУПЕНЕЙ РАКЕТЫ Сборка ступеней включает установку магистрального трубопровода, стыковку приборных и переходных отсеков к бакам, стыковку двигательных установок и хвостовых отсеков, монтажные и покрасочные работы и испытания на герметичность. Магистральный трубопровод осматривают на предмет отсутствия механических повреждений и устанавливают на тележки для монтажа (рис. 6.2). Бандажи (рис. 6.2, поз. 3) наматывают из стеклопластиковой ленты до необходимого диаметра, обеспечивающего плотную посадку магистрального трубопровода в тоннельном трубопроводе бака горючего. Намотка спиральная типа «кокон». Внутреннюю полость трубопровода обезжиривают с помощью специального приспособления. Сильфом (рис. 6.2, поз. 2) протирают салфеткой, смоченной спиртом. На фланцы коллектора (рис. 6.2, поз. 5) устанавливают технологические заглушки, на сильфон и коллектор надевают предохранительные брезентовые чехлы. Трубопровод вводят в бак, совмещая метки плоскостей стабилизации, и закрепляют технологическими болтами.
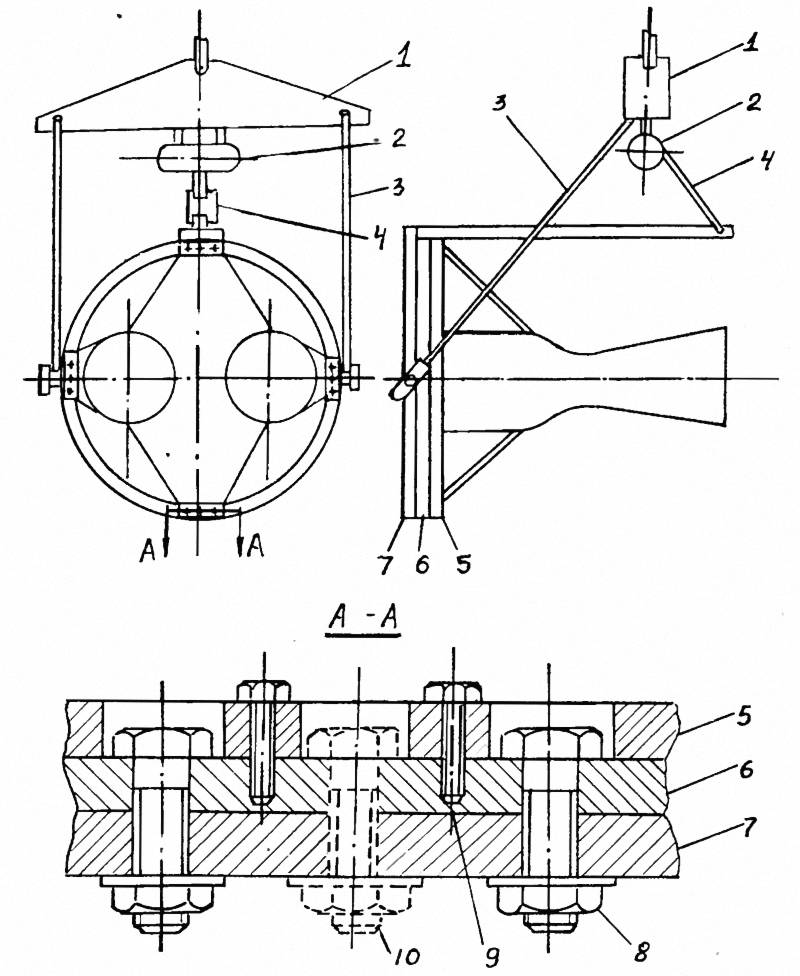
Перед стыковкой отсеки совмещают по отметкам плоскостей стабилизации путем вращения их на стыковочных тележках. Точное совмещение привалочных поверхностей обеспечивается направляющими штырями. В первую очередь ставят «чистовые» болты (без зазора), далее – остальные. Перед установкой гаек на резьбовую часть болтов наносят смазку. Затягивают гайки предельными моментными ключами попарно, чередуя затяжку гаек в диаметрально противоположных направлениях. Привалочные поверхности отсеков должны плотно прилегать друг к другу. Неполное прилегание и уступы между контурами отсеков не должны превышать величин, оговоренных в конструкторской документации. Двигательная установка (ДУ) поставляется на стыковку с транспортировочным кольцом (рис. 6.3, поз. 5), которое дополнительно фиксирует положение опорных пят рамы, и кантовочным кольцом. После размещения ДУ на стыковочной тележке кантовочное кольцо снимают. Совмещая метки плоскостей стабилизации, ДУ стыкуют к баку по направляющим штырям и крепят технологическими болтами. Демонтируют транспортировочное кольцо и технологические болты заменяют товарными. Зазор между опорными пятами ДУ и торцом шпангоута бака не должен превышать величин, оговоренных в конструкторской документации. После стыковки и закрепления ДУ производится монтаж топливных трубопроводов. При подготовке к монтажу трубопроводы обезжиривают, на прокладки и торцы фланцев наносят смазку, если смазка разрешена конструкторской документацией. Прокладки, плоские и цилиндрические поверхности обезжиривают путем протирки салфетками, смоченными в спирте, клапаны – путем полоскания в спирте. В гофры сильфона заливают спирт и вращают компенсатор вокруг продольной оси. Трубопроводы малого диаметра прополаскивают в спирте с последующей продувкой систем сжатым воздухом.
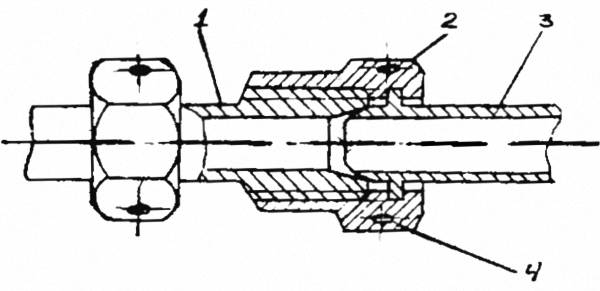
При монтаже допускается касание трубопроводов кабелей, если в местах касания нет острых кромок. Зазор между трубопроводами и элементами конструкции не допускается менее 5 мм, а в желобе – менее 7 мм. Перекос допускается: для магистральных трубопроводов не более 10 мм между крайними кромками фланцев, трубопроводов рулевых двигателей – до 7 мм. заправочных – до 4 мм, сильфонов расходных и заправочных трубопроводов – до 6 мм, фланцев в плоскопрокладочных соединениях – не более 0,7 мм. Минимальный зазор между гофрами при сжатии сильфона должен быть не менее величины, указанной в конструкторской документации. Сборку ниппельных соединений трубопроводов выполняют в определенном порядке (рис. 6.4). Трубопроводы предварительно закрепляют в прижимах держателей, стыки протирают, обезжиривают и смазывают, стыкуют трубопровод со сферой ниппеля и навертывают гайку от руки до отсутствия люфта и качаний. Аналогично собирают противоположный стык трубопровода. На гайки соединения красной эмалью наносят продольные риски. Стыки затягивают на указанное число граней, разбирают и проверяют на отсутствие механических повреждений. Повторно собирают соединения, гайки навертывают до совмещения рисок и затягивают поворотом на указанное число граней. Трубопроводы окончательно закрепляют в держателях.
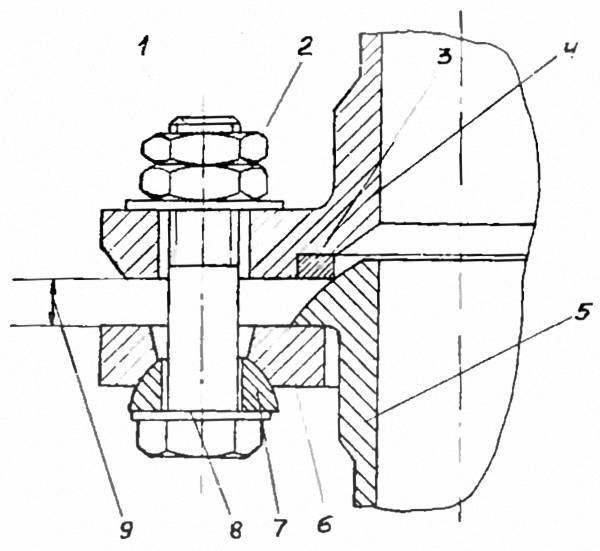
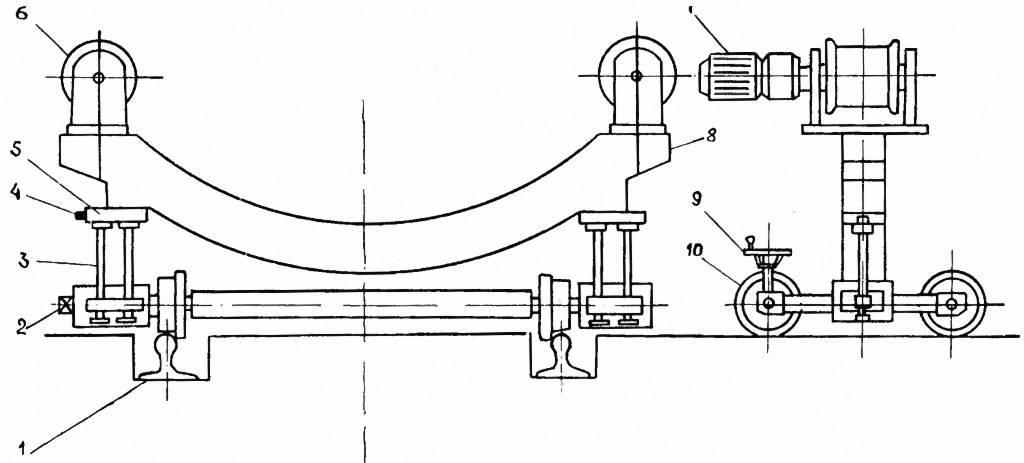
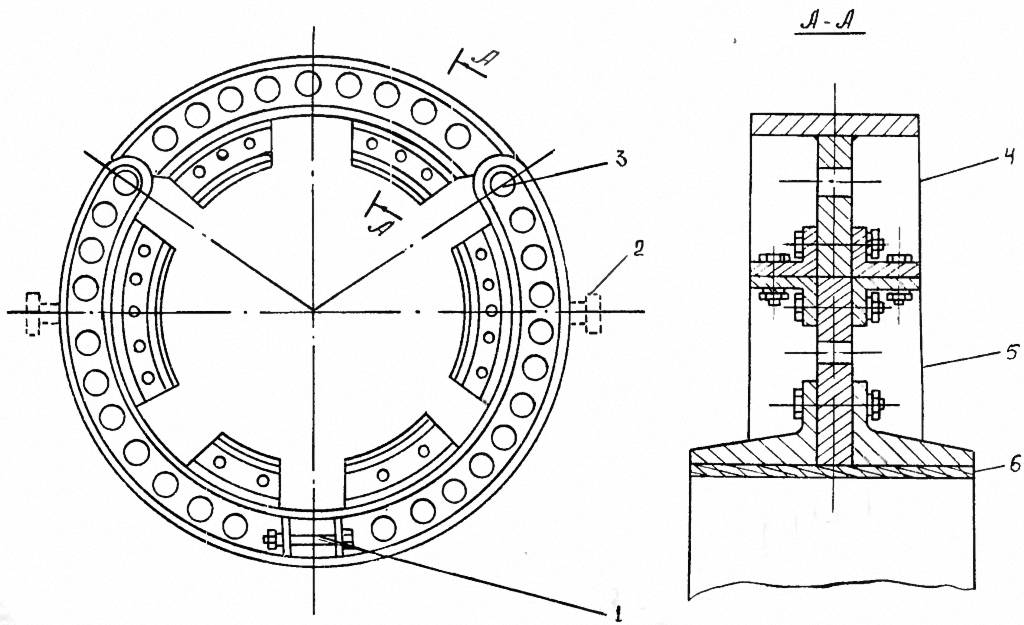
Перед монтажом трубопроводы штуцерно-торцевых соединений (рис. 6.5), применяемых в системе наддува, продувают сжатым воздухом с обеих сторон в течение 1...2 мин, стыки смазывают. Устанавливают технологическую прокладку в посадочное место и навертывают накидную гайку от руки до упора. Гайку затягивают на указанное число граней. Затем стык разбирают, осматривают, проверяют обжатие технологической прокладки, обеспечивающее герметичность. Стык заново собирают с товарной прокладкой и пломбируют. Фланцево-сферические стыки (рис. 6.6) также предварительно собирают с технологической прокладкой. После затяжки соединение разбирают и проверяют обжатие прокладки. Полное обжатие прокладки до контакта конической и сферической поверхностей фланцев не допускается. Окончательно соединение собирают с товарной прокладкой. После прокладки кабелей кабельные сети подвергают прозвонке. Для этого кабели расстыковывают и подсоединяют штепсельные разъемы (ШР) к технологическим кабелям стенда прозвонки. Окончательная стыковка кабелей производится в соответствии с их маркировкой и выполнением требований сборки. В заключение ступени подвергают контролю на герметичность в специальных боксах. После завершения монтажных работ и испытаний в приборные и хвостовые отсеки устанавливают предохранительные маты, изготовленные из стскломатериалов. Производится проверка стыкуемости патрубков, заправочных горловин и электрических колодок с наземным оборудованием, технологическими имитаторами. Ставят и пломбируют заглушки на патрубках, электрических колодках и крышках. Стыковка ступеней заключается в размещении их на тележках соосно, стыковке привалочных поверхностей, установке технологических болтов, замене их на пироболты с последующей затяжкой тарированными ключами, стыковке к пироболтам ШР, подключение кабелей и закрытие стыка желобом. При горизонтальной сборке и стыковке ступеней используются роликовые монтажно-стыковочные тележки (рис. 6.7) и бандажи (рис. 6.8). Монтажно-стыковочная тележка имеет электрический привод для обеспечения вращения ступеней и изделия в целом вокруг продольной оси, а также ручные приводы вертикального и горизонтального перемещения ложемента тележки. Горизонтальное перемещение тележки может происходить в направлении, перпендикулярном продольной оси ступени. Три степени свободы перемещения изделия на тележке используются при стыковке отсеков и ступеней. Вертикальное перемещение ложемента осуществляется еще и при удалении тележки из-под изделия. При монтажных и других работах на ступенях, если не требуется их вращение вокруг продольной оси, применяются ложементные тележки (рис. 6.9). Ложементные тележки не обеспечивают горизонтального и вертикального перемещения изделия.
Тележки устанавливаются попарно по длине ступени и соединяются жесткой штангой в целях предотвращения их выкатывания из-под ступени во время транспортировки. Монтажные работы на боковой поверхности отсеков и ступеней осуществляются с подставок стремянок, площадок. Стремянки, площадки и т. п. подводятся к боковой поверхности и устанавливаются на стопорные устройства, предотвращающие откатывание стремянок и т. п. от изделия во время выполнения монтажных работ. Бандажи представляют собой разъемную конструкцию с двумя шарнирами и замковым соединением. В бандаж вворачиваются рым-болты, при помощи которых бандаж поднимается мостовым краном и укладывается на боковую поверхности ступени, рымболты удаляются. Подвижные створки бандажа соединяются и крепятся между собой. Наличие наладки позволяет переналаживать бандаж для его установки на -изделия с разными диаметрами и с различной конфигурацией выступающих элементов над наружной поверхностью изделия (желоба, приборные контейнеры и т. п.). Вторая разновидность бандажа состоит из трех сегментов, с шарниром в верхней части и двумя замковыми соединениями в нижней части под углом 120° от шарнира. Эта конструкция позволяет использовать нижний сегмент бандажа ъ виде ложемента, лежащего на застопоренных роликах тележки. Верхние сегменты устанавливаются на боковую поверхность ступени, крепятся замковыми соединениями с нижним сегментом, отпускаются стопорные устройства роликов тележки, бандаж выполняет свои функции.
|