|
|
|
|
|
|
|
|
|
Джур Е.А.;Вдовин С.И.;Кучма Л.Д.;Найденов В.А.;Николенко Е.Ю.
Издательство ДГУ 1992
|





ГЛАВА 5 Работоспособность и высокая надежность летательных аппаратов космического назначения в значительной степени определяются герметичностью всех видов соединений замкнутых объемов, трубопроводов и основных конструкционных материалов. Обеспечение герметичности – задача комплексная. Во-первых, необходимо правильное понимание самой проблемы герметичности. Во-вторых, требуется наличие арсенала методов и средств контроля герметичности нужной чувствительности. В-третьих, должен быть особый подход к проектированию конструкций. В-четвертых, необходимы специальные требования к конструкционным материалам и высокий уровень технологии изготовления изделий. Только грамотные решения этих вопросов позволят успешно решить задачу в целом. 5.1. ОСНОВОПОЛАГАЮЩИЕ ХАРАКТЕРИСТИКИ 5.1.1. Основные понятия и определения Неплотность – сквозной дефект в стенке конструкции или в местах соединений ее элементов, через который может пройти жидкость или газ. Для неплотности характерно наличие канала сложной геометрической формы, соединяющего внешнюю и внутреннюю стенки конструкции. При контроле герметичности геометрические размеры канала неплотности не определяют, оценивают лишь диаметр эквивалентного цилиндрического канала, через который пройдет равное количество жидкости или газа. Длина канала принимается равной толщине стенки в зоне расположения неплотности. Такую оценку диаметра эквивалентного канала можно произвести после измерения потока, проходящего через неплотность. Поток через неплотность – количество жидкости или газа, проходящее через неплотность в единицу времени при действующем перепаде давления. Поток жидкости Qж равен объемной скорости течения:
где Vж – контролируемый объем с одной неплотностью, м3; t – время контроля, с. Поток газа Qr равен объемной скорости течения, умноженной на давление:
где Vr – контролируемый объем с одной неплотностью, м3; P – давление газа в объеме, Па; t – время контроля, с. Течь – поток через неплотность при нормируемом давлении. За нормируемый перепад давления принимают величину, равную физической атмосфере. Единицы измерения течи такие же, как и для потока. Утечка – суммарный поток через все сквозные неплотности конструкции, работающей или контролируемой под избыточным давлением. Натекание – суммарный поток через все сквозные неплотности вакуумной конструкции, испытываемой при вакуумировании. Герметичность – способность конструкции не пропускать через стенки и соединения жидкую или газообразную среду. Учитывая, что конечная цель испытания на герметичность – это оценка степени соответствия фактической герметичности требуемой, герметичность Г может быть оценена отношением фактического потока контрольной или рабочей среды через сквозные дефекты в рабочих условиях к предельно допустимому потоку среды из конструкции при тех же условиях Qдоп:
Конструкция считается герметичной, если Г ≤ 1, и негерметичной, если Г > 1. Это относительная оценка герметичности, Г – безразмерная величина. Герметичность можно оценивать и в абсолютных величинах как время, необходимое для изменения давления во внутреннем объеме конструкции на единицу (
где V – внутренний объем, мм3 ; Qу – утечка, Для вакуумных конструкций значение герметичности находят из соотношения
где V – внутренний объем, м3; Qу – натекание, Контроль герметичности – вид неразрушающего испытания конструкции, состоящий в измерении или оценке суммарного потока (утечки, натекания) рабочей среды, проникающей через неплотности, для сравнения с допустимой величиной по техническим условиям на конструкцию. Течеискание – вид неразрушающего контроля конструкций, основанный на регистрации индикаторных сред, проникающих в сквозные неплотности, и предназначенный для определения расположения неплотностей. Рабочая среда (рабочее вещество) – жидкость или газ, которыми заполняют конструкцию в процессе эксплуатации. Для вакуумных конструкций под рабочей средой следует принимать среду, окружающую конструкцию в процессе эксплуатации. Индикаторная среда (контрольное вещество) – жидкость или газ, предназначенные для проникновения через неплотности конструкции во время испытания с последующей ее регистрацией визуальными, химическими или инструментальными методами. Индикаторной средой может быть одно вещество или смесь нескольких веществ. Контрольная течь – устройство, с помощью которого получают постоянный во времени и известный по величине поток индикаторной среды. Контрольные течи предназначены для проверки чувствительности и тарировки (градуировки) средств контроля герметичности и течеискания. Течеискатель – устройство переносного или стационарного типа, с помощью которого определяют место расположения неплотности на поверхности конструкции. Чувствительность течеискателя – наименьший поток или концентрация индикаторного газа, которые могут быть обнаружены или измерены. Чувствительность течеискания – наименьший поток рабочей среды через неплотность, который может быть обнаружен или измерен при течеискании с помощью индикаторной среды. Она зависит от чувствительности течеискателя, скорости перемещения рабочего органа течеискателя, расстояния от него до поверхности конструкции, физических свойств индикаторной и рабочей сред, концентрации индикаторной среды, давлений при эксплуатации и контроле герметичности. Чувствительность контроля герметичности – наименьшая утечка (натекание) рабочей среды, которая может быть измерена в процессе испытания конструкции с помощью индикаторной среды. Она зависит от чувствительности средств контроля герметичности к индикаторной среде, продолжительности процесса контроля, физических свойств индикаторной и рабочей сред, давлений при эксплуатации и контроля герметичности. 5.1.2. Единицы измерения В конструкторской и технологической документации на изделия значения давлений, потока жидкостей и газов часто приводятся в разных системах единиц, удобных при рассмотрении тех или иных характеристик. Соотношения между единицами измерения давлений и потоков приведены в табл. 5.1 и 5.2 соответственно. Таблица 5.1 Соотношения между единицами измерения давлений
Таблица 5.2 Соотношения между единицами измерения потоков
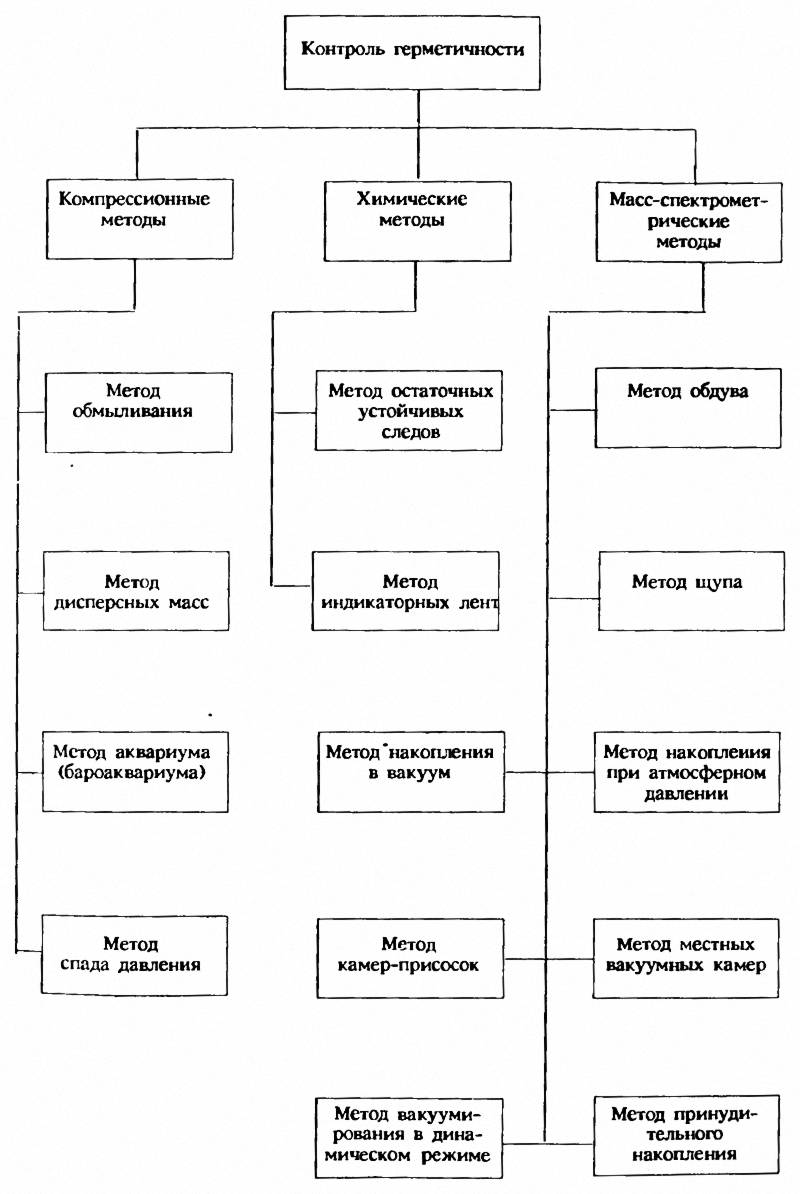
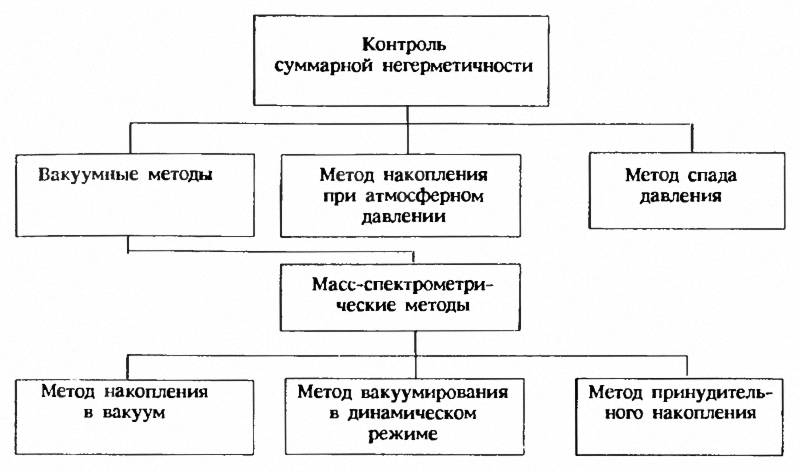
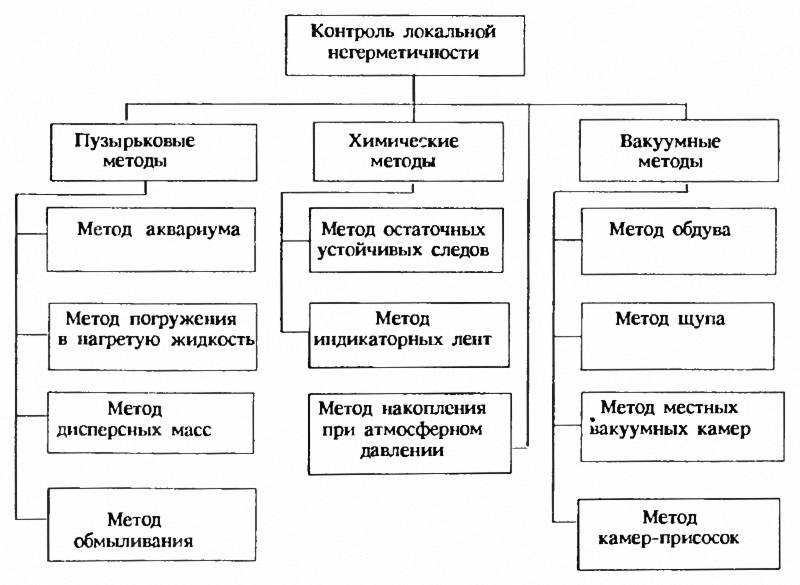
5.2. МЕТОДЫ КОНТРОЛЯ ГЕРМЕТИЧНОСТИ Все методы контроля герметичности основаны на протекании индикаторных жидких или газообразных сред через неплотности с последующей их индикацией. Протекание индикаторных сред обусловлено либо перепадом давлений, либо капиллярными силами. Для конструкций с замкнутым объемом перепад давлений определяется разностью между давлением внутри изделия и давлением окружающей среды. Для изделий, работающих под избыточным давлением, перепад давлений положительный, для вакуумных конструкций – отрицательный. Для конструкций с разомкнутым объемом перепад давлений равен нулю. В зависимости от того, какой из перечисленных перепадов давления при контроле герметичности имеет место, все методы контроля герметичности и течеискания подразделяются на компрессионные, вакуумные и капиллярные (ГОСТ 18353–73). В каждом из этих методов возможно применение одинаковых способов индикации первичной информации. Часто способ индикации наиболее полно характеризует метод контроля герметичности, и метод в целом имеет название способа индикации независимо от значения перепада давлений. Например, масс-спектрометрический метод контроля герметичности называется именно так (т. е. по способу индикации) и для положительных и для отрицательных перепадов давлений, обусловливающих протекание индикаторной среды через неплотность. Из всего разнообразия имеющихся методов контроля герметичности ниже рассматриваются лишь те, которые нашли наиболее широкое применение в производстве ракет. С учетом сказанного по классификации методов их можно скомпоновать в три группы: компрессионные, химические и масс-спектрометрические. К первой группе отнесены методы контроля с положительными перепадами давлений, с индикацией индикаторных сред по изменению перепада давления или по появлению пузырьков. Ко второй группе – методы с индикацией контрольных сред химическими способами независимо от перепада давлений. К третьей группе – методы с индикацией контрольных сред масс-спектрометрическим способом независимо от перепада давлений. Перечень рассматриваемых методов контроля герметичности и их распределение по группам приведены на рис. 5.1. В совокупности эти методы позволяют определить как суммарную, так и локальную негерметичность. Каждый отдельный метод с использованием специализированных средств может решать либо первую (рис. 5.2), либо вторую (рис. 5.3) задачу. Рекомендуемые методы контроля герметичности изделий на этапах главной и агрегатной сборок, а также на этапах изготовления агрегатов и сборочных единиц приведены в табл. 5.3; 5.4; 5.5; 5.6 соответственно.
Таблица 5.3 Рекомендуемые методы контроля герметичности на этапе главной сборки
Таблица 5.4 Рекомендуемые методы контроля иа этапе агрегатной сборки
Таблица 5.5 Рекомендуемые методы контроля герметичности
Таблица 5.6 Рекомендуемые методы контроля герметичности сборочных единиц
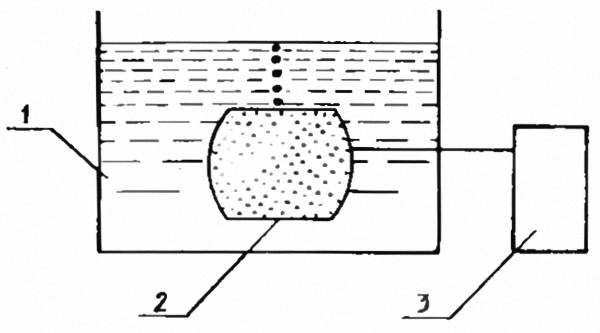
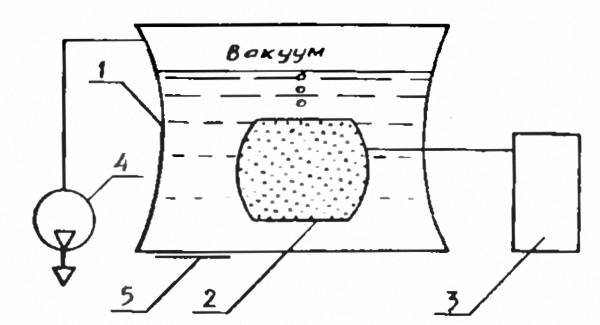
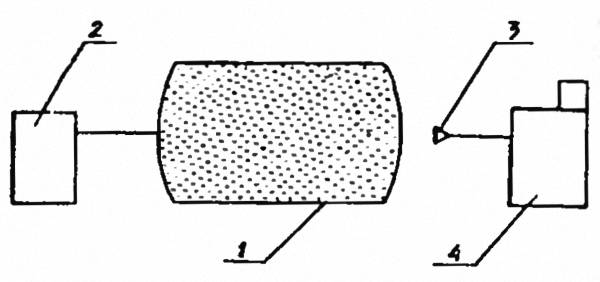
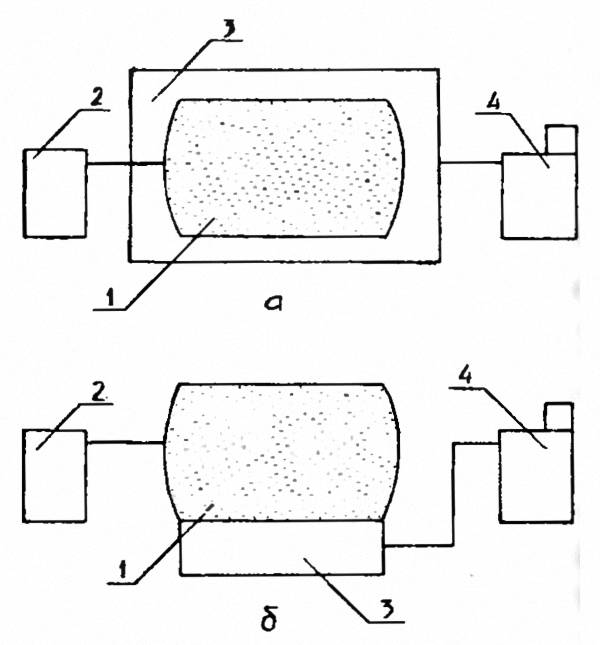
5.2.1. Компрессионные методы контроля герметичности Компрессионные методы контроля герметичности основаны на регистрации параметров индикаторной среды, проникающей под давлением в сквозные дефекты контролируемого объекта. Метод обмыливания. Сущность метода заключается в определении мест утечек по вздутиям пены мыльной эмульсии, нанесенной на поверхность объекта, который находится под избыточным давлением контрольного газа. Течи регистрируются визуально. Метод позволяет установить место течи с чувствительностью до 7•10-2 Метод дисперсных масс. Места негерметичности этим методом определяются по пенным вздутиям и кратерам в слое индикаторной «дисперсной массы», нанесенной на поверхность контролируемого изделия, которое находится под избыточным давлением. Места течи регистрируются визуально. Метод позволяет установить место течи с чувствительностью до 1,3•10-4 Метод аквариума. Основная идея этого метода заключается в определении мест негерметичности объекта, погруженного в ванну с жидкостью и находящегося под избыточным давлением контрольного газа, по выделяющимся пузырькам. Регистрация течи – визуальная. Принципиальная схема испытания приведена на рис. 5.4. Метод позволяет установить места течей по всей поверхности контролируемого объекта с чувствительностью до 7•10-3 Если над поверхностью жидкости снизить давление до величины, регламентируемой давлением насыщенных паров этой жидкости, то чувствительность метода аквариума можно существенно увеличить. Такой вид испытания называется методом бароаквариума. Принципиальная схема этого метода приведена на рис. 5.5. Метод бароаквариума позволяет устанавливать места течей по всей поверхности контролируемого объекта с чувствительностью: до 7•10-5
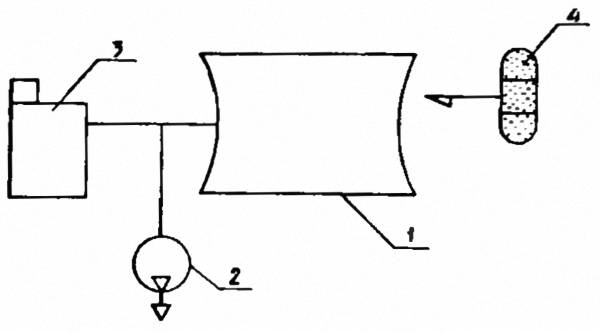
Метод бароаквариума применяется для всех объектов, допускающих контакт с рабочими жидкостями и внутреннее избыточное давление и имеющих небольшие габариты. Метод спада давления. Сущность метода заключается в регистрации и оценке негерметичности путем измерения скорости уменьшения давления контрольного газа в изделии. В качестве контрольного газа используют воздух или азот. Принципиальная схема испытаний показана на рис. 5.6. Метод позволяет регистрировать и оценивать суммарную негерметичность изделий и сборочных единиц с чувствительностью от 1,0 до 100 Иногда в технической документации нсгерметичность задается непосредственно величиной спада давления за определенный промежуток времени. Минимально достигаемая величина измерения спада давления равна 5 мм водяного столба при точности измерения ± 3 мм водяного столба. Для этого температуру необходимо измерять с погрешностью ≤ 0,025° С, а давление – с погрешностью ≤ 1 мкм рт. ст. (13,6 мкм водяного столба). 5.2.2. Химические методы Эти методы основаны на использовании химической реакции для обнаружения локальной утечки контрольного газа из изделия. В качестве контрольного газа применяется аммиачно-воздушная смесь. Метод остаточных устойчивых следов. Сущность метода заключается в том, что на проверяемые поверхности и соединения наносят специальную желеобразную массу в виде эластичной пленки, а объект испытания заполняют контрольным газом под избыточным давлением. Появление малиновых пятен на индикаторной массе указывает на места утечки контрольного газа. Регистрация тёчи визуальная. Метод позволяет установить место течи на основном материале, в сварных, паяных, разъемных соединениях с чувствительностью до 7•10-4 Метод индикаторных лент. При этом методе регистрация цветных пятен производится при помощи индикаторной ленты, наложенной перед испытанием на сварные соединения контролируемого объекта. Индикаторный газ, проникающий через неплотности, изменяет окраску ленты в месте течи. Регистрация течи визуальная. Метод позволяет обнаруживать негерметичность сварных соединений, а также участков сплошного материала с чувствительностью до 1,3•10-6 5.2.3. Масс-спектрометрические методы Масс-спектрометрические методы течеискания являются одними из наиболее чувствительных и универсальных способов контроля герметичности изделий. В производстве летательных аппаратов они получили самое широкое применение. Сущность методов заключается в регистрации индикаторного газа, проходящего через неплотности контролируемых объемов, с помощью масс-спектрометрических передвижных течеискатслей. В качестве индикаторных газов применяются гелий и аргон. При использовании аргона чувствительность испытания снижается на 1...2 порядка. Методы позволяют регистрировать и оценивать суммарную негерметичность изделий и их отдельных сборочных единиц (метод накопления при атмосферном давлении, метод накопления в вакуум, метод вакуумирования в динамическом режиме, метод принудительного накопления), устанавливать районы течи (контроль камерами-присосками, контроль с применением местных вакуумных камер, метод накопления при атмосферном давлении) и точную локализацию течей (метод обдува контрольным газом, метод щупа). В качестве аппаратуры регистрации контрольного газа применяются гелиевые течеискатели ПТИ-6, ПТИ-7, ПТИ-7А, ПТИ-10. Метод обдува. Контроль методом обдува заключается в обследовании изделия, внутренняя полость которого отвакуумирована, путем обдувания контролируемых участков поверхности изделия струей контрольного газа и регистрации его в случае проникновения в полость изделия масс-спектрометрическим методом. Принципиальная схема испытания показана на рис. 5.7.
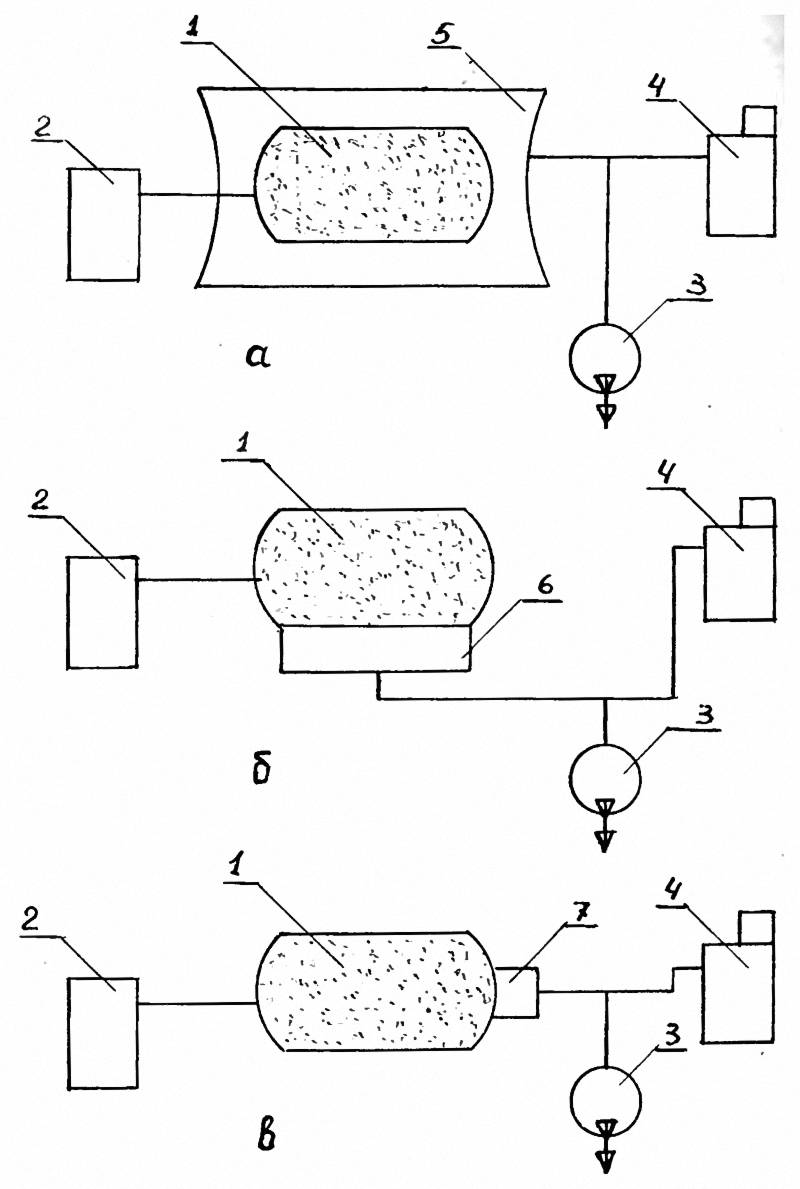
При использовании гелия в качестве индикаторного газа метод позволяет обнаруживать локальные негсрметичности на контролируемых изделиях с потоком регистрируемого газа до 1,3•10-6 Метод применяется для обнаружения локальных негерметичностей на объектах, не допускающих нагружения внутренним давлением. Метод щупа. Существо метода заключается в обследовании объекта, нагруженного давлением контрольного газа, с помощью специального зонда – капиллярного натекателя, соединенного гибким герметичным трубопроводом с течеискателем. Принципиальная схема испытания показана на рис. 5.8. Метод позволяет установить расположение локальной негерметич-ности на основном материале изделия или сборочной единицы, их сварных, паяных, биметаллических соединениях с потоком индикаторного газа (гелия) до 7•10-5 Метод щупа повышенной чувствительности предусматривает использование цеолитового насоса или газовой завесы. Основная идея метода щупа с применением цеолитового насоса заключается в том, что из всасываемого щупом газового потока воздух поглощается цеолитовым насосом, установленным между щупом и течеискателем, а весь гелий поступает в масс-спектрометрическую камеру течеискателя, что позволяет увеличить поток газовой смеси в течеискатель и, следовательно, чувствительность контроля. Сущность метода щупа с газовой завесой заключается в том, что вокруг всасывающей части щупа создается защитная зона газа, препятствующая попаданию в щуп контрольного газа из окружающей атмосферы, что позволяет снизить фон, увеличить поток газовой смеси в течеискатель (т. к. газ из защитной зоны вымораживается в азотной ловушке течеискателя) и, следовательно, повысить чувствительность контроля. Метод щупа с применением цеолитового насоса позволяет установить расположение локальной негерметичности с чувствительностью по гелию до 1,3•10-6 Метод щупа с газовой завесой позволяет установить расположение локальной негерметичности с чувствительностью по гелию до 3•10-6 Метод накопления контрольного газа при атмосферном давлении основан на измерении концентрации контрольного газа, накапливаемого в воздушном объеме, окружающем контролируемое изделие или его элементы, отделенном от атмосферы непроницаемой или малопроницаемой эластичной оболочкой. Принципиальные схемы испытания показаны на рис. 5.9. Основное содержание технологических операций:
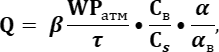
Метод позволяет зарегистрировать суммарную негерметичность изделий, отдельных сборочных единиц и участков их поверхностей, сварных швов и т.д. с потоком гелия 7•10-6 Утечка определяется через поток воздушно-гелиевой смеси:
где W – объем накопления, мм ; Pатм – атмосферное давление, МПа; τ – время накопления, с; Cв, Cs – концентрация гелия в воздухе и в индикаторной смеси, %; α, αb – величины сигнала ПТИ от утечки и от атмосферного гелия, в; β = 1...7 – коэффициент, учитывающий разницу между расчетной и замеренной концентрациями.
Метод накопления в вакуум является улучшенным вариантом накопления при атмосферном давлении. В основе метода лежит применение масс-спектрометра для регистрации парциального давления контрольного газа, накапливаемого в вакуумной камере, в которой находится испытываемой объект. Принципиальная схема испытания показана на рис. 5.10, а. Основное содержание технологических операций:
Метод позволяет регистрировать и оценивать суммарную негерме-тичность изделий и их отдельных сборочных единиц в зависимости от их размеров в пределах 1,3•107...1•10-1 При испытании изделия объемом в несколько десятков кубических метров 10%-ной гелиево-воздушной смесью достигается чувствительность 1•10-4 Суммарный поток индикаторного газа через неплотности определяется методом сравнения с контрольной течью:
где Qкт – поток через контрольную течь,
Для установления района течи, контроля суммарной негерметичности монтажных стыков трубопроводов, участков поверхности основною материала и продольных сварных швов используются местные вакуумные камеры и камеры-присоски. Метод местных вакуумных камер. Сущность метода заключается в регистрации и измерении потоков контрольною газа, проникающею через микронеплотности проверяемых поверхностей в полости локальных вакуумных камер, смонтированных непосредственно на изделии, сборочной единице или на монтажных стыках трубопроводов. Каждая камера соединяется с откачной системой и течеискателем (рис. 5.10, б). Последовательность выполнения операции контроля такая же, как при контроле методом накопления в вакуум. Метод позволяет зарегистрировать и оценить величину негерметичности элементов В составе изделий до 1,3•10-6 Суммарный поток определяется методом сравнения с контрольной течью по формуле (5.7). Метод камер-присосок. Основной смысл метода заключается в обследовании объекта нагруженного давлением контрольного газа с помощью специальных устройств – присосок, соединенных вакуумным трубопроводом с откачивающим насосом и течеискателем (рис. 5.10, в). Основное содержание технологических операций:
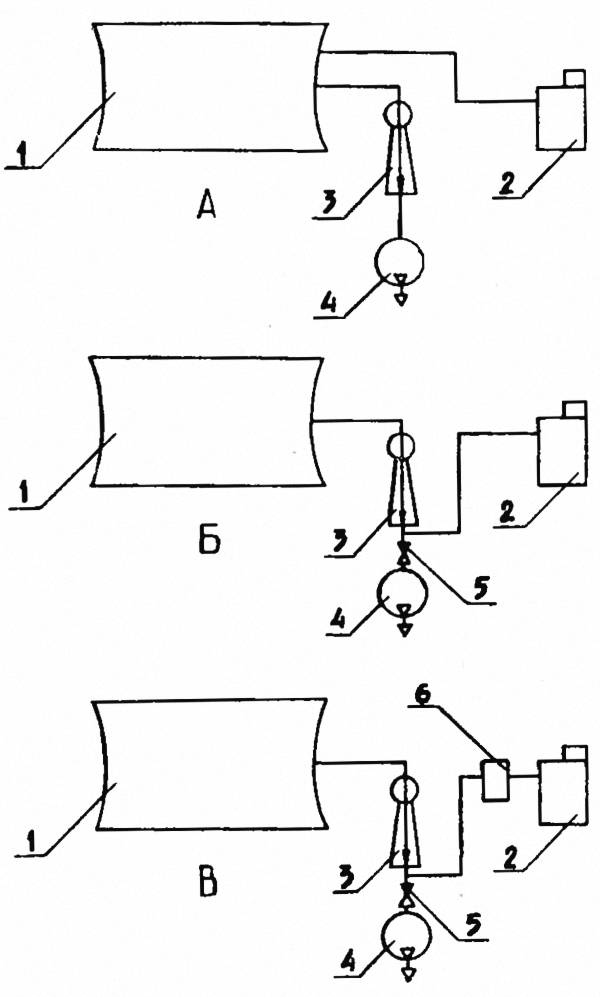
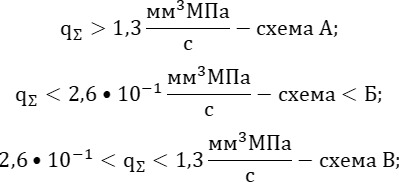
Метод позволяет установить район расположения локальной негерметичности на основном материале изделий и сборочных единиц, а также на сварных соединениях с потоком регистрируемого газа до 1,3•10-5 Суммарный поток QS определяется методом сравнения с контрольной течью по формуле (5.7). Метод вакуумирования в динамическом режиме. Если реализация режима накопления в вакуум невозможна из-за роста давления в камере (PК > 1•10-4 мм рт. ст. до достижения требуемого τ), то испытание проводится без отключения насосной системы течеискателя, т. е. в динамическом режиме. Возможные схемы испытания приведены на рис. 5.11. Выбор той или иной схемы зависит от суммарной величины газо-вьщсления объекта и вакуумной системы во время испытания (qΣ). Условия выбора: |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||



| ||
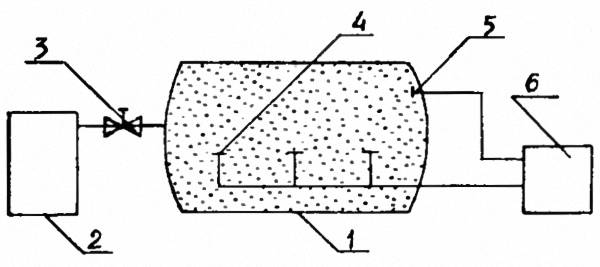
| Рис. 5.12. Схема контроля герметичности методом принудительного накопления: 1 – испытываемое изделие; 2 – барокамера; 3 – блок контрольных течей; 4 – стойка записи параметров; 5 – ПТИ-10; 6 – блок изменения концентрации; 7 – насосная система стенда; 8 – блок низковакуумных насосов; 9 – система заполнения изделий индикаторным газом |
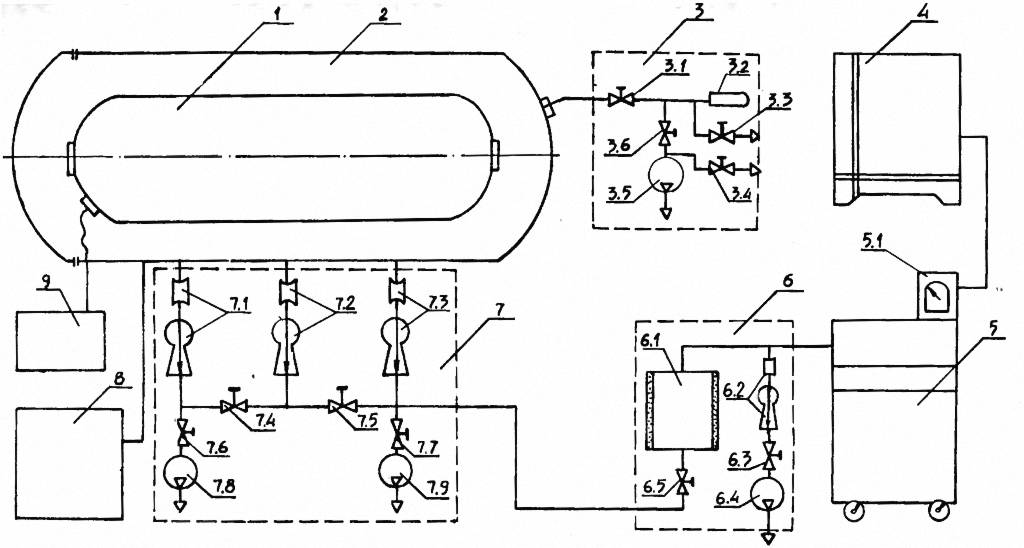
Метод принудительного накопления. При работе по схеме В (рис. 5.11) появляются дополнительные возможности использования метода накопления в вакуум. Для этого насос избирательной откачки (6) заменяется насосной системой избирательной откачки, получившей название «Блок изменения концентрации», а для использования схемы В при повышенных газовых нагрузках (qΣ > 1,3 ![]() ) вводятся дополнительные вакуумные насосы. Накопление в этом случае производится в объеме цеолитового насоса блока изменения концентрации, поэтому парциальное давление индикаторного газа не зависит от объема вакуумной камеры. Такое накопление называется «принудительным».
) вводятся дополнительные вакуумные насосы. Накопление в этом случае производится в объеме цеолитового насоса блока изменения концентрации, поэтому парциальное давление индикаторного газа не зависит от объема вакуумной камеры. Такое накопление называется «принудительным».
Принципиальная схема контроля герметичности методом принудительного накопления приведена на рис. 5.12.
Основное содержание операций контроля:
- подготовка объекта к испытанию;
- получение рабочего вакуума;
- контроль фона (αO) в режиме накопления (вакуумные затворы 7.1; 7.2; 6.2 и клапаны 7.5; 7.7 закрыты, отключена насосная система ПТИ, К=1. Если 7.1; 7.2 открыты, К<1);
- контроль сигнала от контрольной течи в режиме накопления (αкт);
- нагружение объекта давлением контрольного газа;
- контроль суммарной негерметичности (определение α от утечки) в режиме накопления;
- снижение давления контрольного газа до атмосферного;
- девакуумирование.
Чувствительность испытаний

Метод применяется для испытания крупногабаритных изделий в камерах, объем которых измеряется сотнями кубических метров. Чувствительность по гелию – до 1•10-7 ![]() .
.
Суммарный поток определяется методом сравнения с контрольной течью по формуле (5.7).
5.3. ПОДГОТОВКА ИЗДЕЛИЙ К ИСПЫТАНИЮ НА ГЕРМЕТИЧНОСТЬ
![]()
Проверке на герметичность предшествуют прочностные гидравлические испытания, при которых изделие длительное время находится в контакте с жидкостью. При этом жидкость проникает в имеющиеся в узлах микродефекты и закупоривает их. Взаимодействие внутренней поверхности микродефектов (неплотностей) с жидкими и газообразными средами происходит также под влиянием как физической, так и химической адсорбции, в результате чего каналы неплотностей полностью или частично перекрываются. Естественно, что для того чтобы микродефекты не были пропущены при испытаниях на герметичность, их необходимо предварительно раскрыть.
Наиболее распространенным методом удаления жидкости из микронеплотностей является сушка. В производстве рассматриваемых изделий для удаления влаги из микронеплотностей используются следующие методы сушки: конвективный, температурный, температурно-вакуумный, градиентный (бескамерный).
При конвективном методе сушку изделий производят путем продувки через его внутреннюю полость горячего воздуха.
Под температурным методом понимают сушку в термокамере, термошкафу или в помещении цеха при естественных условиях.
Наиболее эффективна сушка при температурах выше температуры кипения жидкости. Поэтому следует стремиться к максимальному нагреву осушаемого изделия. Критерием для выбора максимальной температуры нагрева служит термостойкость материалов, применяемых в изделии.
Конструкционные материалы типа алюминий-магниевые сплавы – АМг-6 – под длительным влиянием высокой температуры становятся склонными к коррозионному растрескиванию. Например, в АМг-6, нагартованном на 20–30%, коррозионное растрескивание проявляется после нагрева до 100ºС с выдержкой более 24 ч. Поэтому при сушке емкостей и других узлов температура допускается не выше 80°С.
В элементах конструкции собранных изделий обычно имеется ряд деталей, изготовленных из органических материалов: фторопласта, полиэтилена, резины и т. п. В Длительных процессах при повышенных температурах, начиная с t = 50°С, в таких деталях наблюдаются коробление и усадка. Поэтому максимальная температура нагрева при сушке подобных деталей ограничена значением t = 50ºС.
Если нельзя повышать температуру, то следует снизить давление и выйти на режим кипения жидкости при допустимой температуре сушки. Метод температурной сушки при пониженном давлении называется температурно-вакуумным.
По способу вакуумирования различают две разновидности температурно-вакуумной сушки:
- метод общего вакуумирования;
- метод непосредственного (одностороннего) вакуумирования.
В первом из методов осушаемое изделие помещают в вакуумную камеру и подвергают общему вакуумированию, во втором – откачную систему подстыковывают непосредственно к осушаемому изделию, при этом вакуумируется только его внутренний объем. Следует отметить, что по сравнению с общим вакуумированием вариант непосредственной откачки имеет ряд существенных достоинств:
- более экономичен (не нужна вакуумная камера);
- обеспечивает меньшую продолжительность сушки;
- требует меньше производственной площади;
- оснащен простым оборудованием.
Однако применение этого варианта откачки возможно только для узлов изделий, допускающих по запасу устойчивости оболочек конструкции перепад между внешним и внутренним давлением больше 0,1 МПа.
Остаточное давление в сушильной камере и изделии должно быть несколько ниже давления насыщенных паров испаряемой жидкости при температуре сушки. Для воды при t = 20°С – Pост < 17 мм рт. ст., при t = 50°С – Pост < 92 мм рт. ст., при t = 60°С – Pост < 149 мм рт. ст. (при отсутствии облитерации).
Градиентная сушка основана на зависимости поверхностного натяжения жидкости от температуры.
Для сушки изделие помещают на подставку с роликовыми ложементами и медленно вращают при помощи специального электропривода. Наружную поверхность изделия с одной стороны обогревают кварцевыми лампами с параболическими отражателями, а внутреннюю – охлаждают продувкой сухим воздухом. При этом по толщине материала, а следовательно, и по длине капилляра с поршеньком жидкости создается градиент температуры, за счет которого нарушается равновесие сил поверхностного натяжения, поршенек жидкости проталкивается к поверхности материала и испаряется.
5.4. ПУТИ ПОВЫШЕНИЯ ГЕРМЕТИЧНОСТИ ИЗДЕЛИЙ
![]()
Создание высокочувствительных методов и средств контроля позволило конкретизировать задачу повышения герметичности изделий. Выявлена необходимость повышения герметичности основных конструкционных материалов, их сварных соединений, монтажных стыков элементов пневмогидравлических систем, а также целесообразность применения специальных герметиков.
5.4.1. Повышение герметичности основных конструкционных материалов
При изготовлении элементов конструкции 47невмогидравлической системы применяются металлургические полуфабрикаты: листы, плиты, профили, штамповки, поковки, трубы в основном из стали АМГ-6 и Х18Н10Т. Обычно эти полуфабрикаты поставляются на машиностроительные заводы по общим отраслевым стандартам или техническим условиям, действующим в авиационной и чёрной металлургии. Практика показала, что такие металлургические полуфабрикаты не отвечают повышенным требованиям по герметичности, они должны изготовляться из металла со значительно уменьшенным содержанием неметаллических включений и растворенного газа, т. е. из рафинированного металла.
В настоящее время полуфабрикаты из алюминиево-магниевых сплавов делаются из металла, прошедшего фильтрацию через стеклосетки для извлечения находящихся в жидком металле во взвешенном состоянии неметаллических включений и вакуумирование в вакуумных миксерах.
В процессе плавки в вакууме (расплавление, выдерживание, охлаждение) из жидкого металла удаляются ранее растворенные газы. В связи с отсутствием в металле кислорода и молекул воды окислы не образуются. Дополнительное удаление водорода производится путем продувки расплавленного металла аргоном. Водород проникает внутрь пузырьков аргона и увлекается им. При этом содержание растворенного водорода в жидком металле доводится до величины, меньшей 0,4 см3 на 100 г жидкого металла.
Для более полного удаления растворенных в алюминии примесей иногда применяют электролитическое рафинирование, при котором загрязненный алюминий служит анодом и подвергается растворению, а чистый алюминий выступает катодом.
Поставляемые металлургические полуфабрикаты из нержавеющей стали Х18Н10Т проходят вакуумно-дуговой переплав (ВДП), а иногда и двойной вакуумно-дуговой переплав (2ВДП) или электрошлаковый переплав (ЭШП).
Важнейшим фактором, обеспечивающим улучшение качества применяемых металлов, явилось введение на металлургических и машиностроительных заводах неразрушающих автоматических ультразвуковых методов контроля качества металла.
5.4.2. Повышение герметичности сварных соединений
Сварка является одним из основных технологических процессов в машиностроении.
Протяженность швов в некоторых изделиях составляет сотни погонных метров. Одним из определяющих условий герметизации изделий является получение стабильно герметичных сварных соединений в конструкции. Эта задача решается путем перевода сварки кольцевых, продольных и других прямолинейных и криволинейных швов в листовых конструкциях ПГС с ручной на автоматическую аргонно-дуговую сварку. В настоящее время на некоторых предприятиях объем автоматических методов сварки составляет 98–99%.
На повышение степени герметичности сварных швов направлена также специальная обработка присадочной проволоки. В целях удаления водорода и окислов с поверхности и снижения адсорбирующего эффекта присадочная проволока электрополируется и отжигается в вакууме. Кроме того, производится тщательный входной контроль качества защитных газов.
До последнего времени сварка стыков поперечного силового набора из специальных прессованных профилей выполнялась ручной многослойной сваркой, что вызывало появление негерметичности по этим соединениям.
Институтом электросварки им. Е.О. Патона создана конструкция, изготовлены и внедрены в промышленное серийное производство специальные автоматические контактные стыко-сварочные машины, выполняющие стыковочные швы высокого качества, чем обеспечивается герметичность соединения.
В плане дальнейшего повышения качества сварных соединений в настоящее время создаются установки и внедряется в серийное производство электронно-лучевая сварка алюминиевых сплавов больших толщин.
Электронно-лучевая сварка (ЭЛС) – способ сварки плавлением, основанный на использовании кинетической энергии электронов, движущихся с большой скоростью в вакууме. Пучок электронов, эмитированный раскаленным катодом, ускоряется в вакууме напряжением до 100 кВт и более. При этом скорость электронов может достигать 162 000 км/с. Кинетическая энергия электронов при торможении на поверхности металла (анода) превращается в тепловую, которая расходуется на плавление свариваемых кромок.
Важнейшей особенностью пучка электронов, используемого в качестве источника нагрева, является то, что он сосредоточен на весьма малом пятне, диаметр мугорого может изменяться от 0,05 до 5 мм с плотностью энергии 104...106 Вт/см2. Такая концентрация энергии достигается при специальной фокусировке луча в сварочных электронных пушках и делает возможной сварку с соотношением глубины и ширины проплавления до 20:1 и более.
К преимуществам ЭЛС следует отнести: высокие значения эффективного (0,85...0,95) и термического (0,35...0,485) КПД; высокую производительность; незначительную зону термического воздействия; высокую чистоту атмосферы; незначительный расход электроэнергии (табл. 6).
Недостаток ЭЛС – высокая стоимость оборудования и его сложность.
5.4.3. Повышение герметичности монтажных стыков
В пневмогидравлических системах изделий машиностроения применяется большое количество различных трубопроводов.. При этом по конструктивным причинам материал трубопроводов может быть различным. Как правило, эти трубопроводы соединяют в условиях сборки изделий с помощью разъемных соединений.
| |||
| Рис. 5.13. Типовые фланцевые соединения |
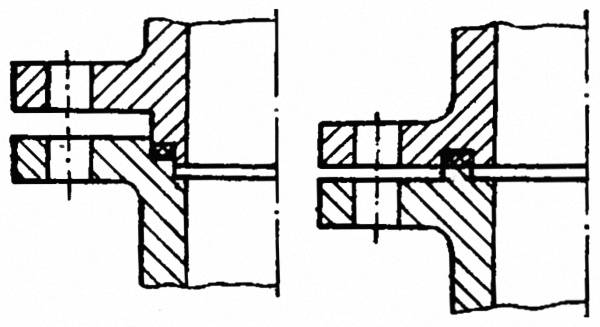
Обеспечить длительную и надежную герметичность разъемных соединений, отвечающих вышеприведенным требованиям, очень сложно. Обычно фланцевые соединения (рис. 5.13) уплотняются с помощью прокладок (фторопластовых, металлических и др.). Уплотнение достигается благодаря использованию упругих свойств уплотнительных материалов, которые все время находятся под напряжением за счет усилий затяжки соединения. С течением времени внутренние напряжения в уплотнительных материалах снижаются из-за релаксации напряжений по объему уплотнительных прокладок. Снижению усилий уплотнения способствуют также пластические деформации материала стальных болтов и резьбовых соединений. В результате вышеуказанных процессов происходит потеря герметичности соединения.
Наиболее результативным способом повышения герметичности монтажных стыков является переход от разъемных к неразъемным соединениям, выполняемым автоматической аргонно-дуговой сваркой. Для решения этой задачи создана гамма специализированных навесных сварочных автоматов, позволяющих в условиях монтажа вести автоматическую сварку неповоротных стыков трубопроводов, соответственно изменена конструкция монтажных стыков и уточнена компоновка трубопроводов пневмогидравлической системы для обеспечения доступа к свариваемым стыкам.
| ||
| Рис. 5.14. Сварочный автомат для сварки неповоротных стыков трубопроводов: 1 – сварочная горелка; 2 – токогазопровод; 3 – следящий ролик; 4 – подвижная скоба; 5 – пружина; 6 – зажим; 7 – корпус; 8 – шестерня ротора; 9 – шестерня редуктора; 10 – электродвигатель |
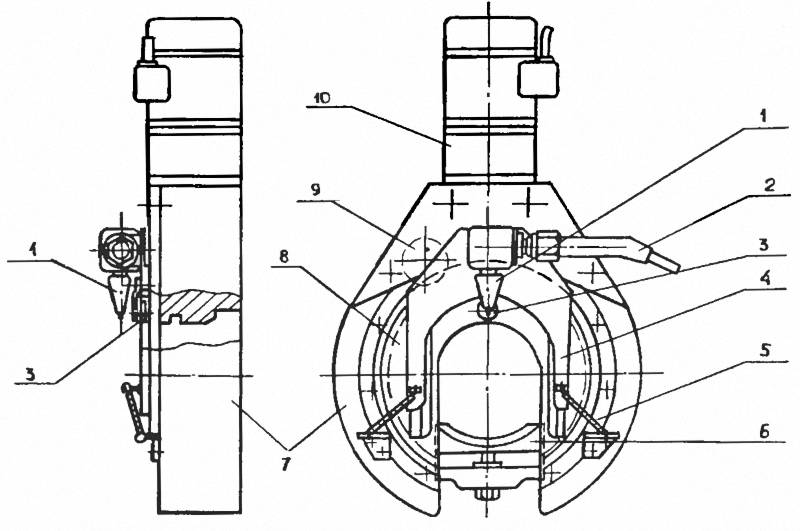
На рис. 5.14, 5.15 показаны общий вид навесного сварочного автомата и вариант конструкции стыка трубопроводов для автоматической сварки неплавящимся электродом в монтажных условиях.
|
|
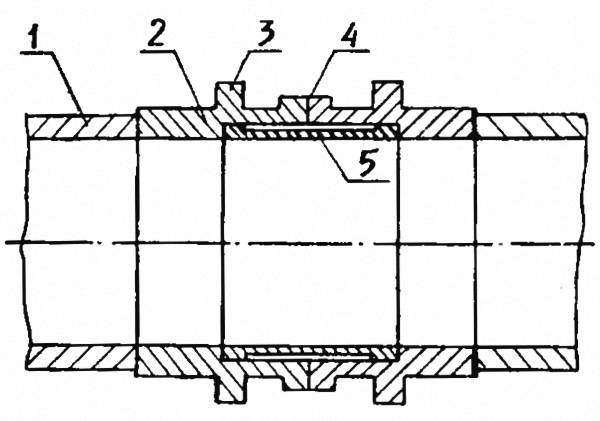
||||||
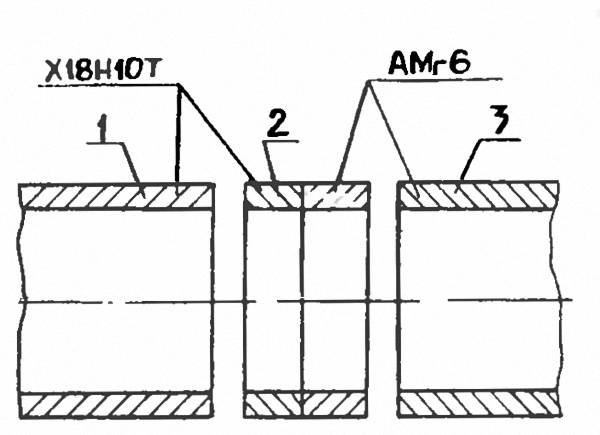
| Рис. 5.15. Конструкция стыкового соединения (Х18Н10Т): 1 – трубопровод; 2 – наконечник; 3 – направляющий бурт для навесной головки; 4 – монтажный стык; 5 – втулка | Рис. 5.16. Схема соединения трубопровода с использованием биметаллического переходника: 1 – труба из Х18Н10Т; 2 – переходник; 3 – труба из АМг-6 |
Сварочный автомат устанавливается на один из стыкуемых наконечников. Аргонно-дуговая автоматическая сварка осуществляется поворотом сварочной горелки вокруг стыка. Для лучшего формирования шва при различных пространственных положениях головки сварка выполняется в импульсном режиме. Таким способом свариваются стыки из однородных материалов Х18Н10Т+Х18Н10Т, АМг-6+АМг-6. В условиях общей сборки возникает необходимость сварки трубопроводов из разнородных материалов, в том числе из Х18Н10Т+ АМг-6.
При сварке плавлением стали с алюминием ввиду высокой температуры сварочной ванны в шве интенсивно образуются интерметаллиды. Соединение в этом случае осуществляется через интерметаллидный слой значительной толщины и, как правило, является неработоспособным.
Применение специальных технологических мер, таких как алитирование кратковременным окунанием стали в расплавленный алюминий, позволяет уменьшить зону диффузии при последующем процессе сварки плавлением, но не гарантирует получения стабильного соединения высокого качества. Поэтому такой метод соединения разнородных металлов не получил применения в изделиях. Более надежной является сварка разнородных материалов в твердой фазе.
Использование более низких температур в зоне контакта соединяемых материалов, чем при сварке плавлением, Позволяет значительно уменьшить количество хрупких фаз в соединении или полностью избежать их. Следовательно, вопрос получения неразъемного соединения трубопроводов из разнородных металлов сводится к получению биметаллического переходника из этих же металлов, сваренных в твердой фазе, с последующей приваркой их соответственно к трубопроводам из Х18Н10Т и АМг-6 аргонно-дуговой сваркой (рис. 5.16).
Переходники изготавливаются из заготовок, получаемых сваркой разнородных материалов трением, диффузионной сваркой или штамповкой из биметаллических плит, производимых промышленностью прокаткой, прессованием, волочением или другими способами.
5.4.4. Применение специальных герметиков
Для обеспечения герметичности конструкции используют также анаэробные герметики. Их наносят обычно на внешнюю поверхность изделий. Анаэробные герметики обладают свойством отталкивать влагу и препятствовать проникновению кислорода, а также они способны заполнять микропоры и застывать в них (кристаллизоваться).
Анаэробные герметики типа Унигерм, Анатерм представляют собой многокомпонентные жидкие системы. Они содержат полимеризационно способное соединение – синтетическую смолу, инициатор, ингибитор, .ускоритель, краситель, а также модифицирующие добавки: пластификатор, загуститель и др. Отвержденный полимерный слой устойчив к воздействию механических нагрузок, высоких и низких температур (от -150°С до +150°С), некоторые марки кратковременно выдерживают до + 300°С. Герметики нерастворимы в воде, маслах, органических растворителях, бензине, керосине, ряде кислот.
|
|
|
|
