|
|
|
|
|
|
|
|
|
Джур Е.А.;Вдовин С.И.;Кучма Л.Д.;Найденов В.А.;Николенко Е.Ю.
Издательство ДГУ 1992
|





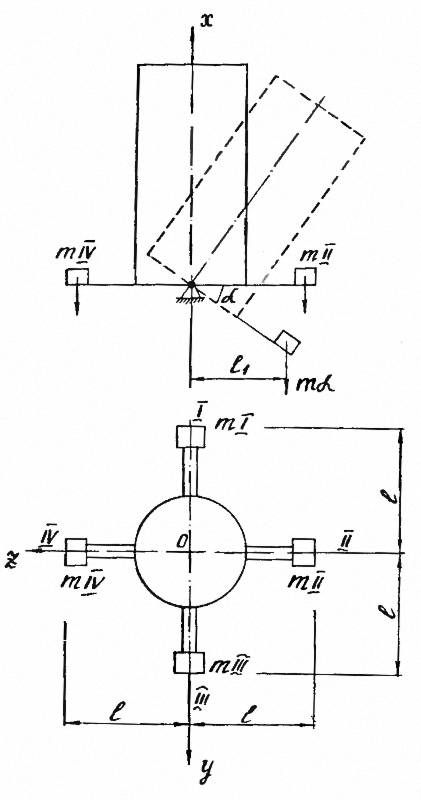
ГЛАВА 7 7.1. КОНТРОЛЬ ВЫХОДНЫХ 7.1.1. Контролируемые параметры. Выходными геометрическими параметрами (ВГП) называют размеры и геометрические соотношения, полученные в результате окончательной сборки и определяющие соответствующие тактико-технические характеристики изделия, а также стыкуемость элементов конструкции корпуса с приборами и агрегатами, наземно-пусковым оборудованием. В каждом отсеке, агрегате в процессе сборки возникают отклонения в расположении базовых поверхностей разъемов и стыков. Суммарные отклонения могут привести к существенным изменениям некоторых геометрических параметров ракеты. На положение каждого агрегата, отсека в собранной ракете оказывают влияние перекосы его торцевых шпангоутов относительно продельной оси, закрутки торцевых контролируемых сечений (КС), радиальное смещение центров КС, дополнительные углы разворота в стыках и др. Поэтому заключительным этап сборки включает проверку определяющих геометрических параметров ракеты. К основным контролируемым параметрам относят длину ракеты, положение действительной продольной оси ракеты, закрутку торцевых шпангоутов в КС, положение опор и плат гироприборов, отклонение от заданного положения оси двигательной установки, а также расположение заправочных горловин, блоков электрических разъемов и др. Контролируется также величина массы ракеты и положение центра масс. Для крупногабаритных носителей его масса и положение центра масс устанавливаются расчетным путем по измеренным значениям массы и положения центра масс ступеней. При проверке ВГП применяют как прямые, так и косвенные методы контроля. Прямые методы предусматривают непосредственное определение размера с помощью универсального или специального мерительного инструмента, например линеек, рулеток, штангенциркулей, скоб, калибров и т. п. Эти методы весьма трудоемки и не всегда приемлемы. Косвенные методы контроля предусматривают использование точных оптических приборов: визирных зрительных труб, нивелиров, теодолитов, автоколлиматоров, квадрантов и т. п., а также различных лазерных устройств. Оптические методы контроля включают визирование, коллимацию, автоколлимацию, авторефлексию и др. Лазерные методы основаны на создании опорного светового луча и использовании его как базы отсчета. Метод визирования основан на том принципе, что линия визирования зрительной трубы оптического прибора устанавливается в горизонтальной плоскости и служит базой отсчета измерений. Для визирования используют обычно зрительные трубы и нивелиры. Нивелир – зрительная труба, устанавливаемая горизонтально и имеющая возможность вращаться вокруг вертикальной оси. Оптическая ось совмещена с визирной осью трубы, которая отмечена сеткой нитей, видимой в окуляр в наблюдаемом поле зрения. Нивелир позволяет определить разность высот любых заданных точек путем измерения каждой из них относительно горизонтальной плоскости, где находится визирная ось зрительной трубы. Точность замера 0,05 мм. Коллимационный метод позволяет измерить углы наклона контролируемой поверхности (КП) относительно горизонтальной и вертикальной плоскостей, а также определить величину смещения КП по вертикали от заданного положения. При этом используют зрительную трубу совместно с коллиматором или автоколлиматором. Коллиматор – оптическое устройство, содержащее объектив и сетку, расположенную в фокальной плоскости и освещенную источником света. Коллиматор служит для создания пучка параллельных лучей, воспринимаемых визирной трубой. При смещении КП от заданного положения проекция сетки коллиматора сдвигается относительно сетки трубы. Автоколлиматор совмещает коллиматор и зрительную трубу. Создаваемый в автоколлиматоре пучок параллельных лучей отражается от зеркала, устанавливаемого на КП, и возвращается обратно. Смещение зеркала приводит к отклонению отраженной сетки относительно исходной сетки автоколлиматора. Метод авторефлексии применяют в тех случаях, когда зрительная труба не имеет приспособлений для автоколлимации. К концу зрительной трубы прикрепляют целевой знак, фокусируют трубу на изображение этого знака в зеркале, установленном на КП. Смещение штриха целевого знака относительно штрихов сетки трубы определяет отклонение КП от заданного положения. В настоящее время разработан ряд методов выставления объектов по лазерному лучу, которые отличаются принципами, лежащими в основе получения информации о положении объекта в трехмерном пространстве. Эти методы, с одной стороны, характеризуются способами создания опорного направления, с другой – способами приема информации о положении объекта и ее отображения в блоках индикации. Последние могут быть разделены на визуальные, фотоэлектрические и фотоэлектронные. Создание опорного направления для центрирования объектов связано с выделением в луче зон симметрии, ось раздела которых принимается в качестве реперной оси. В основу центрирования лазерных центрирующих измерительных систем (ЛЦИС) положен метод образования реперной оси луча по дифракционной или интерференционной структуре. Положение объекта измерения по отношению к этой оси определяется с помощью позиционно-чувствительных целевых знаков (ПЧЦЗ). ПЧЦЗ – фотоприемные устройства, дающие информацию о пространственном положении реперной оси лазерного луча. Выходной сигнал таких устройств зависит от положения луча (освещенной зоны) на светочувствительной поверхности фотоприемника, т. е. от рассогласования положения целевого знака по отношению к реперной оси. Информация о рассогласовании может содержаться в амплитуде, частоте и фазе непрерывного сигнала или в длительном и взаимном расположении импульса дискретного сигнала. В ЛЦИС также применяют визуальные целевые знаки (ВЦЗ), которые более просты в конструкции (не содержат фотоприемных устройств), надежны и достаточно точны. В зависимости от поставленной задачи ПЧЦЗ и ВЦЗ могут быть конструктивно выполнены таким образом, чтобы контролировать от двух до пяти координат наблюдаемого объекта. С помощью ЛЦИС на расстоянии 100 м проверяют прямолинейность, плоскостность, соосность и перпендикулярность крупногабаритных узлов и деталей объекта измерения. Точность центрирования целевых знаков при сборочных работах достигает 0,01...0,05 мм. Перед началом контрольно-измерительных работ мерительная оснастка, инструменты и приборы должны быть проверены на отсутствие повреждений и наличие документации, подтверждающей пригодность их к обмеру. 7.1.2. Контроль положения действительной продольной оси ракеты Действительная продольная ось ракеты (ДОР) представляет собой пространственную ломаную кривую, соединяющую геометрические центры контролируемых сечений агрегатов. Проверку ДОР осуществляют путем замеров отклонения ее от базовой продольной оси ракеты (БОР) в контролируемых сечениях. Величины и направления отклонений ДОР от БОР зависят от погрешностей изготовления отсеков и агрегатов и погрешностей технологической оснастки. За базовую ось принимается прямая, соединяющая геометрические центры двух базовых сечений. Базовыми сечениями выступают, как правило, плоскости шпангоутов, стыкуемых с двигательными установками (основные базовые сечения – ОБС). Плоскости стыковки других отсеков, а также плоскость заднего шпангоута хвостового отсека и плоскость переднего шпангоута приборного отсека принимают в качестве вспомогательных базовых сечений (ВБС). Считается, что базовая ось совпадает с теоретической продольной осью ракеты, которая образуется при пересечении плоскостей стабилизации, т. с. является осью симметрии. Контроль заключается в определении отклонений проекций ДОР на плоскости стабилизации. Геометрическое сложение этих отклонений позволяет получить суммарное отклонение. Центры базовых и контролируемых сечений материализуют реперными знаками. Реперные знаки – вспомогательные метки (риски, точки или плоскости краски), воспроизводящие центры сечений на наружной поверхности корпуса, – увязаны между собой допуском относительно плоскостей стабилизации. Обмерочный стенд, основанный на оптических методах измерения, состоит из монтажных тележек, оснащенных роликовыми опорами, бандажей, набора подвесных линеек с оптическими трубками, нивелира, катетометра, квадрантов, подъемно-чалочных средств и другой вспомогательной оснастки. Процесс контроля включает проверку подвесных линеек и катетометра, установку ракеты на стенд, выставление ракеты в горизонтальное положение, определение и устранение прогиба ракеты, замер отклонения ДОР, определение закрутки сечений.
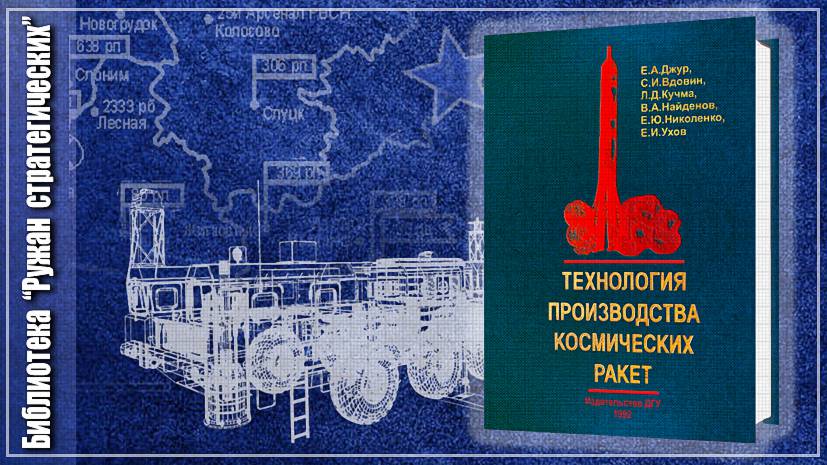
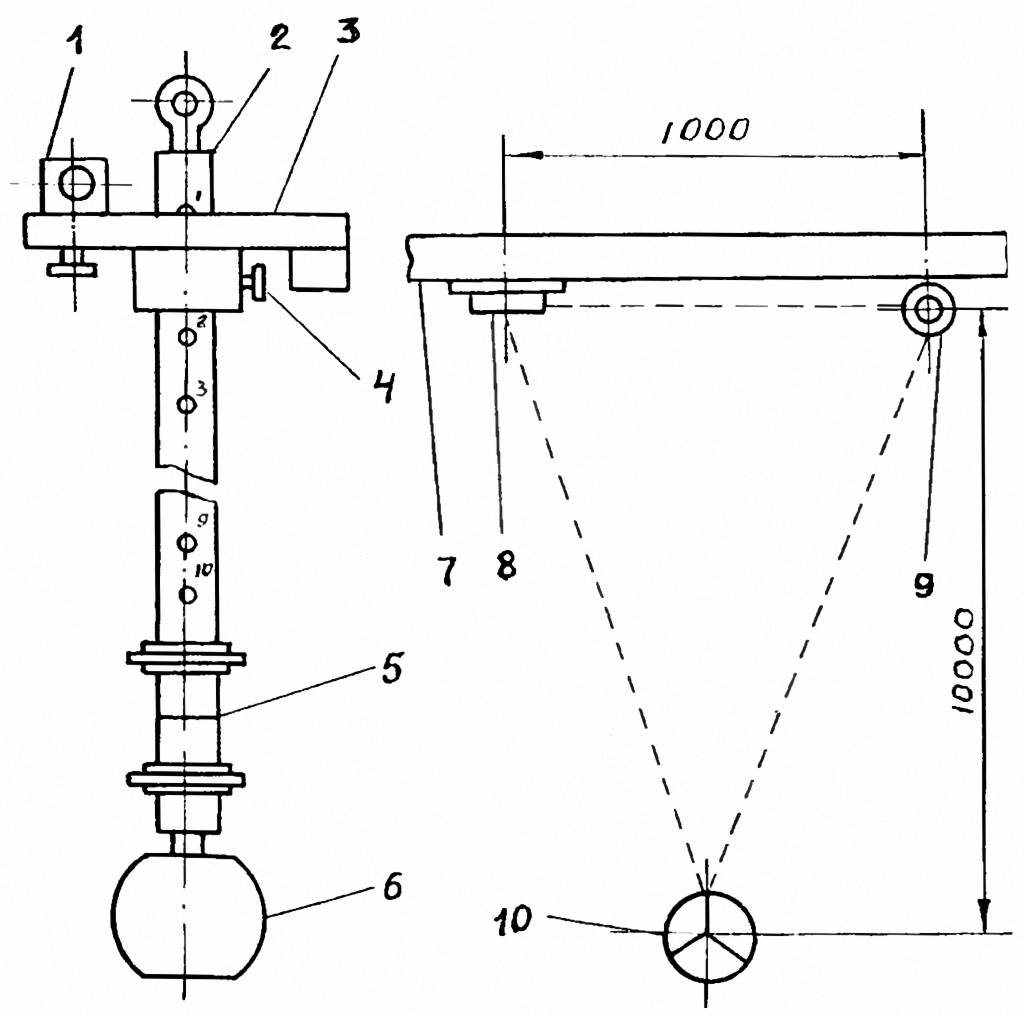
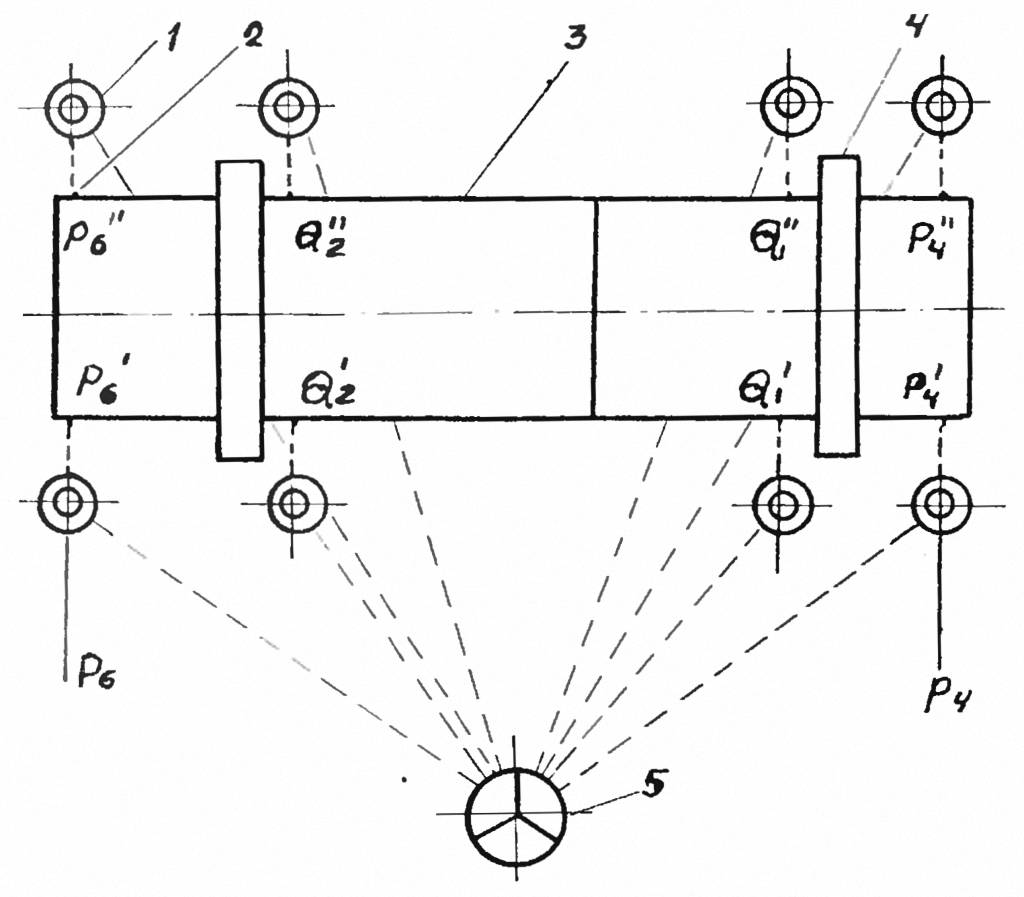
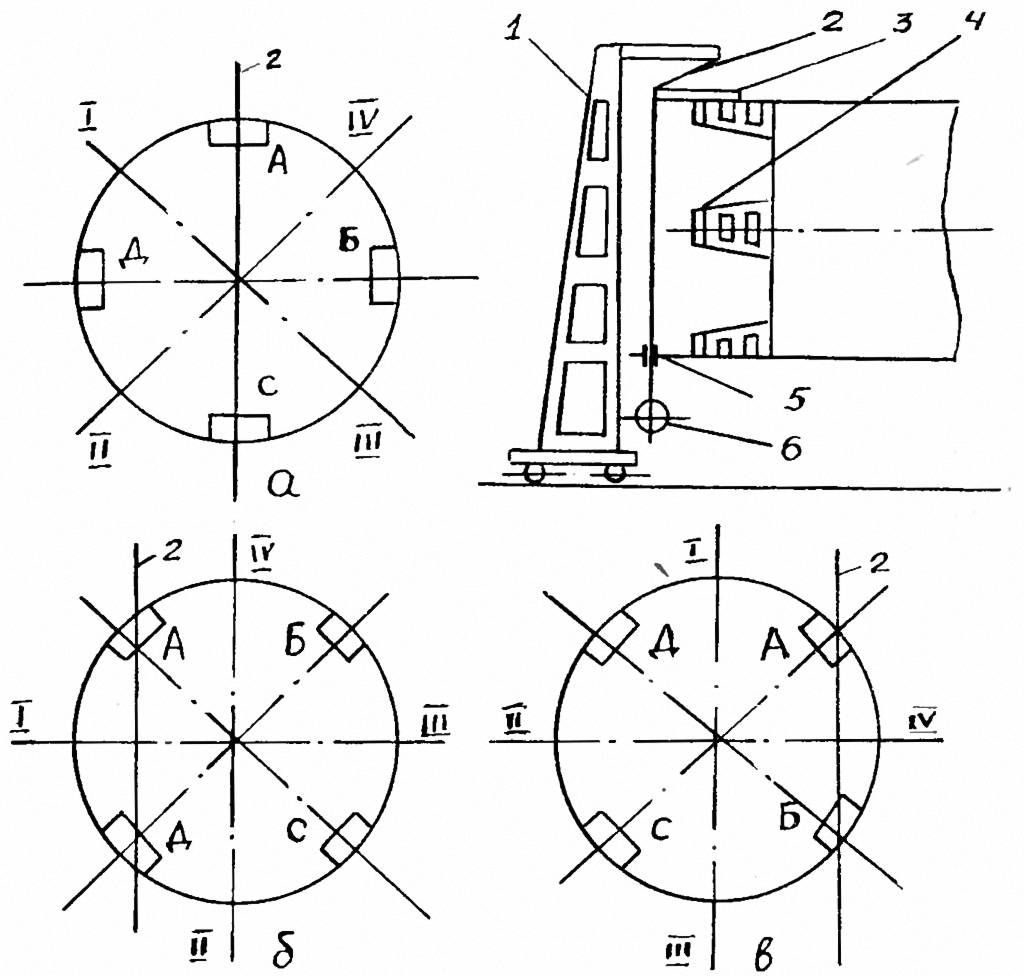
Подвесная линейка (рис. 7.1) состоит из оптической трубки, цилиндрической штанги с делительной линейкой. На штанге имеется катушка с кольцевой риской и груз. Линейка подвешивается на стойке и под действием груза принимает строго вертикальное положение. Каждая линейка перед обмером проходит контрольную проверку. На капитальной стене стационарно устанавливают эталонную линейку (рис. 7.1), на расстоянии 1 м от эталонной подвешивают проверяемую линейку. На расстоянии 10 м от стены устанавливают нивелир. Оптическую ось трубки проверяемой линейки совмещают перемещением каретки с верхним штрихом эталонной линейки, а горизонтальный штрих сетки оптической трубки нивелира – с нижним штрихом эталонной линейки. Нивелир плавно поворачивают в сторону проверяемой линейки, горизонтальный штрих оптической трубки нивелира совмещают с кольцевой риской линейки. Несовпадение отсчетов, снятых с нижнего штриха эталонной линейки и кольцевой риски проверяемой линейки, допускается в пределах ±0,1 мм. Катетометр – оптический прибор (рис. 7.2), состоящий из цилиндрической стойки с делительной линейкой, каретки с укрепленной на ней оптической трубкой и опоры. Стойка может поворачиваться вокруг вертикальной оси, а каретка – перемещаться по стойке. В трубке имеются масштабная сетка, штрихи целевого знака и разрезной уровень. Проверка катетометра заключается в установке трех проверенных подвесных линеек по треугольнику, выставлении их кольцевых рисок в горизонтальную плоскость с помощью нивелира с точностью ±0,1 мм и снятии показаний (положений кольцевых рисок линеек) кате томстром. Разность между отсчетами, снятыми по нивелиру и катетометру, не должна превышать ±0,1 мм. В плоскостях базовых сечений на ракете монтируют бандажи. Ракету помещают на стенд на двух опорах-бандажах, опирающихся на катки тележек. Напротив базовых и контролируемых сечений на расстоянии не менее 1 м от реперных точек устанавливают стойки с подвесными линейками. На расстоянии 10 м от ракеты между базовыми сечениями помещают катетометр. В целях установления базы отсчета базовая ось ракеты выставляется в горизонтальное положение. Выставление БОР в горизонтальное положение заключается в размещении четырех реперных точек базовых сечений в горизонтальное положение. На рис. 7.3 представлена схема выставления БОР в горизонтальное положение (в «горизонт»). Вращением изделия реперные точки Q'2 и Q''2 приблизительно устанавливаются на одном расстоянии от плоскости рельсового пути (рис. 7.3, б, в). Горизонтальные штрихи оптических трубок, расположенных в сечении Q2 (рис. 7.3, а), перемещением кареток совмещаются с реперными точками Q'2 и Q''2. По шкале катетометра снимаются отсчеты с кольцевых рисок подвесных ли неек Т'2 и Т''2 с точностью ±0,1 мм (рис. 73, б, в) и вычисляется полусумма этих отсчетов: |
| ||
| Рис. 7 3. Схема выставления базовой оси ракеты в горизонтальное положение: Q'1; Q''1; Q'2; Q''2 – базовые реперные точки, – – – плоскость нивелирования. – • – • – плоскость визирования, а – вид в плане, б – исходное положение, в выставленное положение; 1 – подвесная линейка; 2 – бандаж; 3 – катетометр |
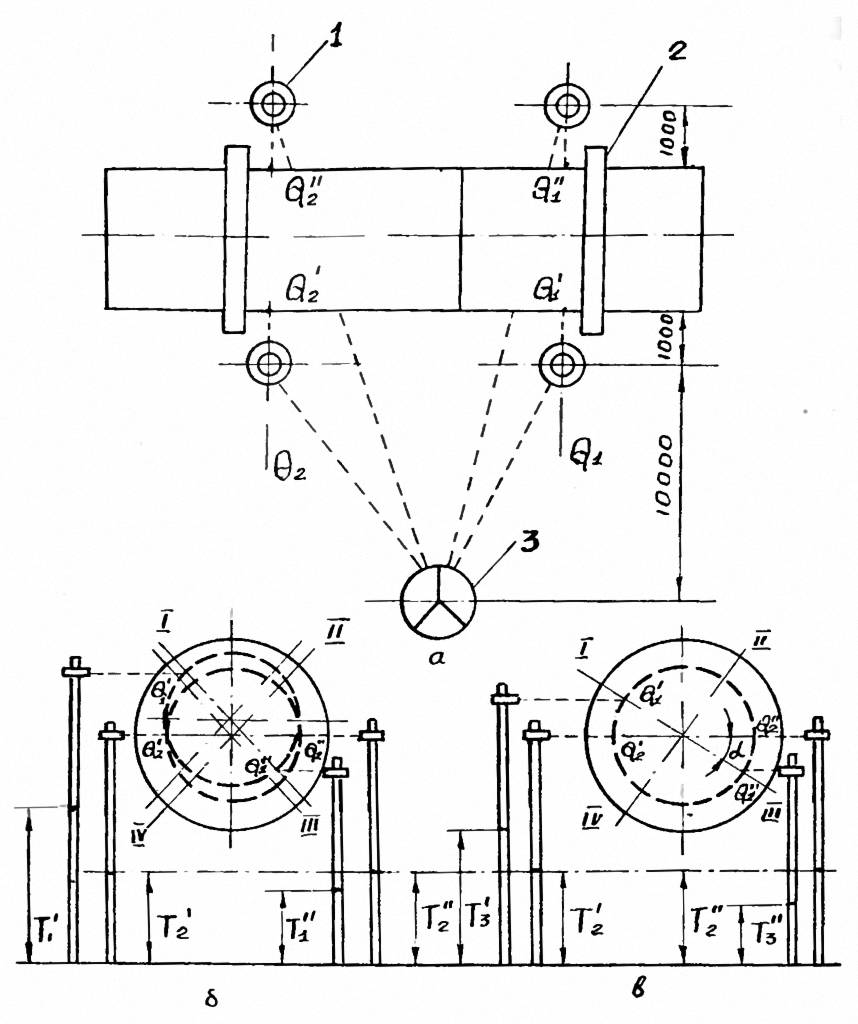
Вертикальным перемещением оптической трубки катетометра на его шкале устанавливается размер, равный а. Перемещением подвесных линеек в вертикальном направлении кольцевые риски этих линеек совмещаются поочередно с горизонтальным штрихом оптической трубки катетометра. Вращением изделия реперные точки Q'2 и Q''2 совмещаются с горизонтальными штрихами оптических трубок подвесных линеек. По шкале катетометра снимаются повторные отсчеты с кольцевых рисок линеек с точностью ± 0,1 мм. В целях удобства дальнейших расчетов повторным отсчетам присваиваются прежние индексы Т'2 и Т''2. После проведения вышеуказанных работ реперные точки Q2 и
Q2 считаются выставленными в горизонтальное положение по отношению к плоскости нивелирования.
Катетометр плавно разворачивается в сторону сечения Q1, и по шкале катетометра снимаются отсчеты Т'1 и Т''1. Вычисляется полу-сумма этих отсчетов и сравнивается с отсчетом Т'2 или Т''2:
На шкале катетометра устанавливается размер, равный Δ. Кольцевые штрихи подвесных линеек выставляются в этот размер. Опусканием или подниманием переднего торца изделия реперные точки Q'1 и Q''1 совмещаются с горизонтальными штрихами подвесных линеек. Опускание или поднимание изделия осуществляется механизмом роликовой тележки в сечении Q'1. Передний торец опускается, если Δ положительный, и поднимается, если Δ отрицательный.
По шкале катетометра снимаются повторные отсчеты Т'3 и Т''3 с точностью ±0,1 мм. Вычисляется их полусумма, которая сравнивается с отсчетом Т'2 или Т''2:
Разница между полусуммой отсчетов Т'3 и Т''3 и отсчетом Т'2 должна быть равной нулю или отличаться от нуля на величину 0,2 мм. При невыполнении этого требования производится повторная работа по выставлению сечения Q1 до получения результата Δ1 ≤ 0,2мм.
В целях определения угла закрутки переднего торца относительно заднего вычисляется разность между значениями отсчетов Т'2 и Т'3:
Угол закрутки определяется по формуле:
где R – радиус изделия.
Знак плюс или минус показывает положение линии Q'1 Q''1 относительно линии Q'2 Q''2 (рис. 7.3). Величина угла закрутки учитывается в программе полета космического объекта.
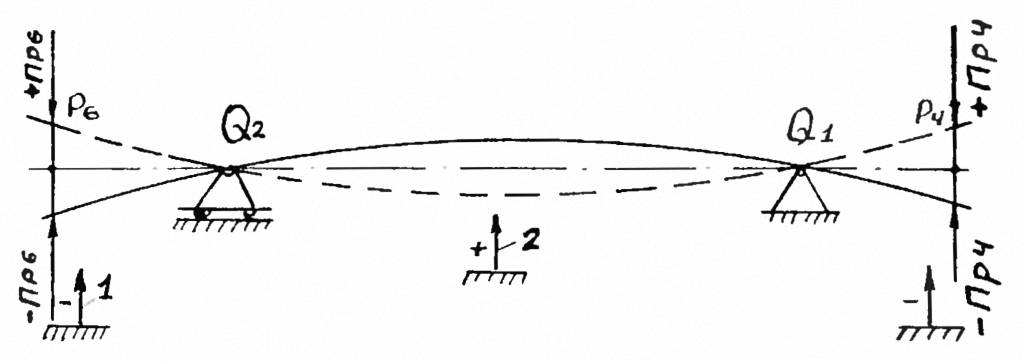
На рис. 7.4 представлена схема определения весового прогиба ракеты. Операция заключается в определении исходного положения реперных точек сечений P4 и P6, вычислении прогиба и устранении его с помощью домкратов. В сечениях P4 и P6 на стойках устанавливают дополнительные подвесные линейки.
| ||
| Рис 7.4. Схема определения весового прогиба: 1 – подвесные линейки; 2 – реперные знаки; 3 – корпус, 4 – бандажи; 5 – катетометр |
Для определения исходного положения реперных точек указанных сечений горизонтальные штрихи оптических трубок линеек совмещают с реперными точками P'6 и P''6, по шкале катетометра снимают отсчеты T'6a и T''6a и вычисляют их полусумму:
Аналогичные операции выполняют для сечения Р4:
Так как продольная ось изделия кроме весового прогиба имеет и монтажный прогиб, который образуется вследствие суммирования конструкционных и технологических погрешностей при проектировании, изготовлении и сборке отсеков, то на данном этапе возникает необходимость учета влияния монтажного прогиба в составе весового прогиба. Для этого изделие разворачивается вокруг продольной оси на 180°. Базовая ось изделия повторно выставляется в горизонтальное положение по значению отсчета Т'2 или Т''2. Повторно снимаются отсчеты в сечениях Р4 и Р6 с индексом «б» и вычисляется их полусумма:
Весовой прогиб с учетом монтажного прогиба изделия вычисляют по формулам
Под передний и задний торцы изделия устанавливают домкраты в районе сечений Р4 и Р6 и производят подъем этих торцов на величины прогибов Пр6 и Пр4, если эти величины отрицательны. Если же они положительны, то осуществляется подъем изделия домкратом, устанавливаемым на стыке двух ступеней (рис. 7.5).
| ||
| Рис 7.5. Схема устранения весового прогиба корпуса: I – домкраты для устранения отрицательного прогиба; 2 – домкраты для устранения положительною прогиба |
| ||
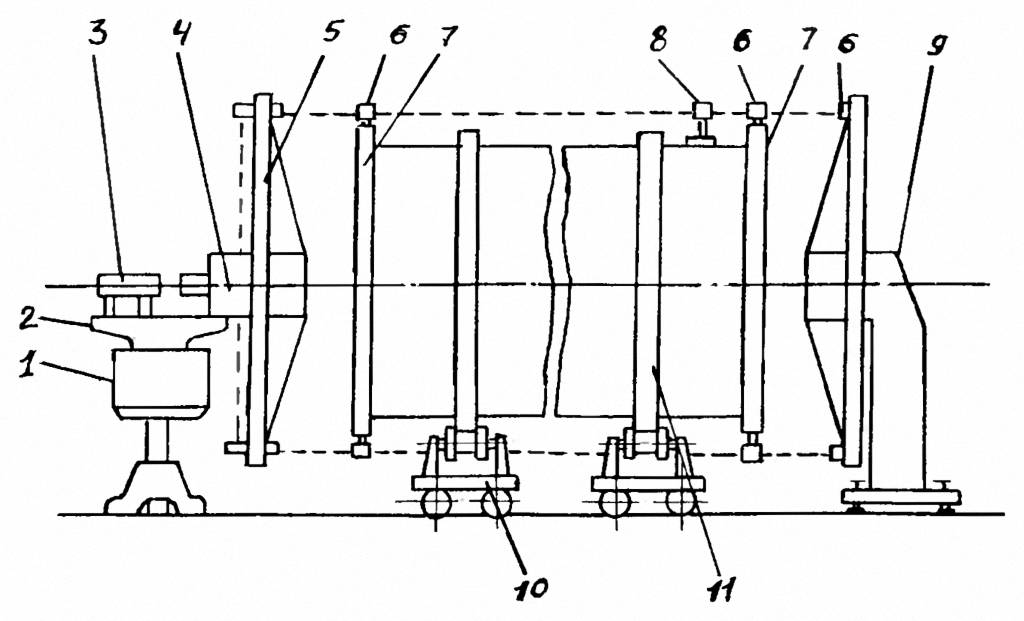
| Рис 7.6 Схема контроля положения действительной продольной оси ракеты с использованием ЛЦИС: I – пульт управления; 2 – узел настройки; 3 – лазер; 4 – узел распределения луча (пентапризма); 5 – узел координатной раздачи луча; 6 – фотоэлектроприемник ПЧЦЗ; 7 – контрольно-юстировочное кольцо; 8 – измерительная стойка с ПЧЦЗ; 9 – котировочная плита; 10 – роликовые тележки; 11 – бандажи |
Ракета считается выставленной в горизонтальное положение, если разница отсчетов расположения реперных точек сечений Р4, Р6, Q1, Q2 составляет не более 0,2 мм.
Контроль отклонения действительной оси от базовой в любом сечении осуществляется аналогично определению весового прогиба изделия. Величина отклонения измеряется по перпендикуляру от базовой оси изделия к контролируемой точке на прогнутой оси.
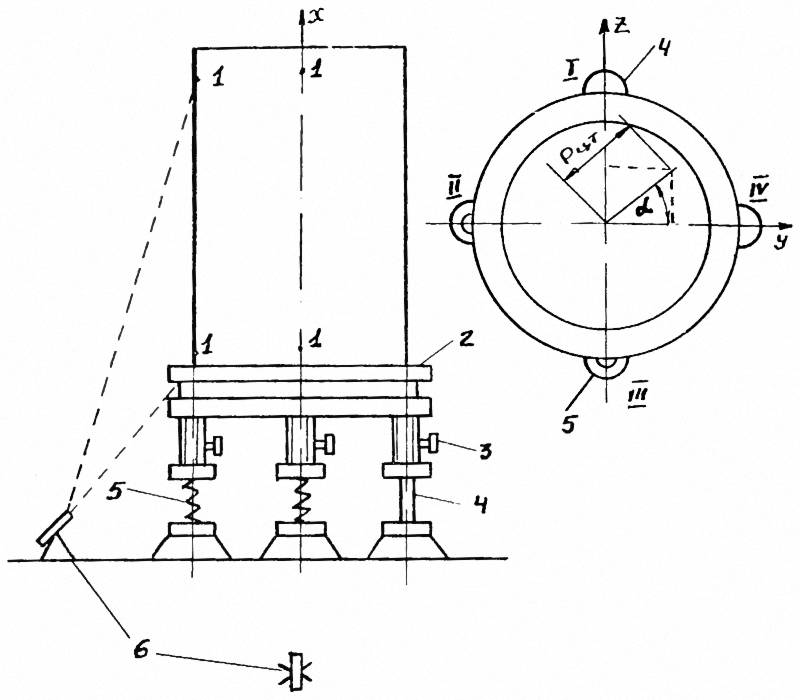
Контроль положения действительной продольной оси изделия с помощью лазерных устройств производится по схеме (рис. 7.6).
Лазерный луч, выходящий из генератора, преломляется в узле распределения лучей и направляется вдоль образующей изделия параллельно горизонтальной плоскости. Параллельность раздвоенного луча горизонтальной плоскости достигается выставлением узла настройки положения оси и котировочной плиты.
Механизмами роликовых тележек целевые знаки фотоэлектрических приемников лазерного луча, которые расположены на контрольно-котировочных кольцах, совмещаются с лазерными лучами. Контрольно-котировочные кольца устанавливаются на торцы изделия гю направляющим штырям после совмещения осей стабилизации на кольцах и изделии. По обшивке изделия вручную перемещают измерительную стойку с приемником лазерного излучения. Отклонение лазерного пятна на измерительной сетче этого приемника от центрального целевого знака показывает величину смещения действительной продольной оси изделия Ьт базовой оси с учетом весового прогиба.
После разворота изделия на 180° и повторного горизонтирования необходимо вычислить величину весового прогиба, которая устраняется поддомкрачиванием изделия. Контроль выставления действительной продольной оси изделия относительно базовых лучей производится совмещением лазерного пятна с центральным целевым знаком подвижной измерительной стойки.
В качестве нивелировочных средств используют высокочастотные лазерные нивелиры типа ЛГС-1 или излучатели ЛЦИС. Лазерные излучения сканируют пентапризмой, позволяющей создать в пространстве световую плоскость, относительно которой выверяют расположение нивелировочных баз. В качестве целевых знаков используют ВЦЗ и ПЧЦЗ с однокоординатным отсчетом измеряемых параметров.
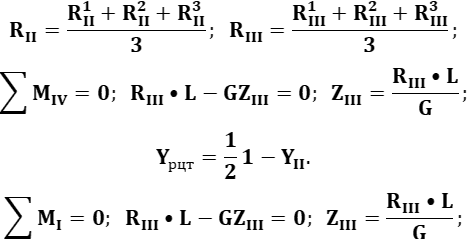
7.1.3. Выставление опор под гидроприборы
Операция заключается в выставлении плоскости опор, на которые устанавливается гидростабилизирующая платформа, перпендикулярно продольной оси ракеты с заданной точностью. Перед регулировкой опор ракета должна быть выставлена в горизонтальное положение и устранен весовой прогиб.
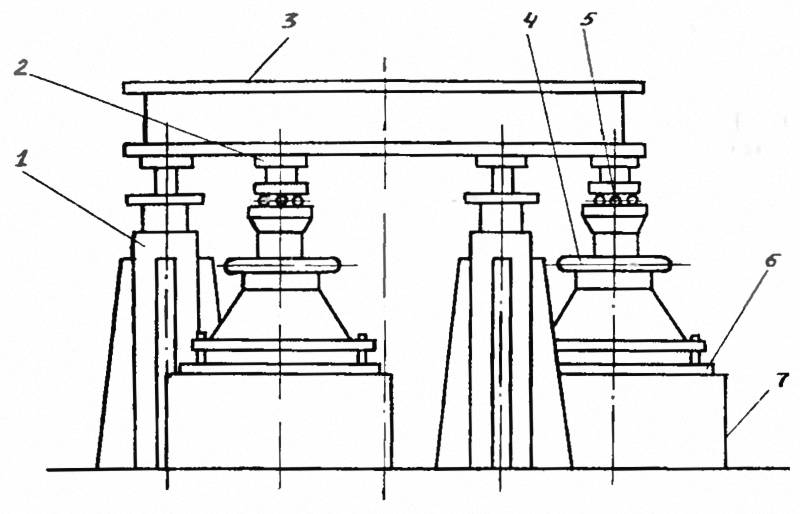
На контрольную площадку «А» опоры № 1 (рис. 7.7) устанавливают квадрант и определяют исходный угол наклона площадки. Набором прокладок опору № 1 выставляют перпендикулярно продольной оси изделия в направлении плоскости стабилизации II–IV. Отклонение угла от 0° должно находиться в пределах ±9'.
| ||
| Рис. 7.7. Схема расположения опор под гидростабилизирующую платформу: 1 – опора № 1; 2 – приспособление; 3 – опора № 2; 4 – опора № 4; 5 – опора № 3; 6, 8 – шайбы; 7 – опора для платформы; 9 – прокладки, 10 – рама приборного отсека; А, Б, В – контрольные площадей |
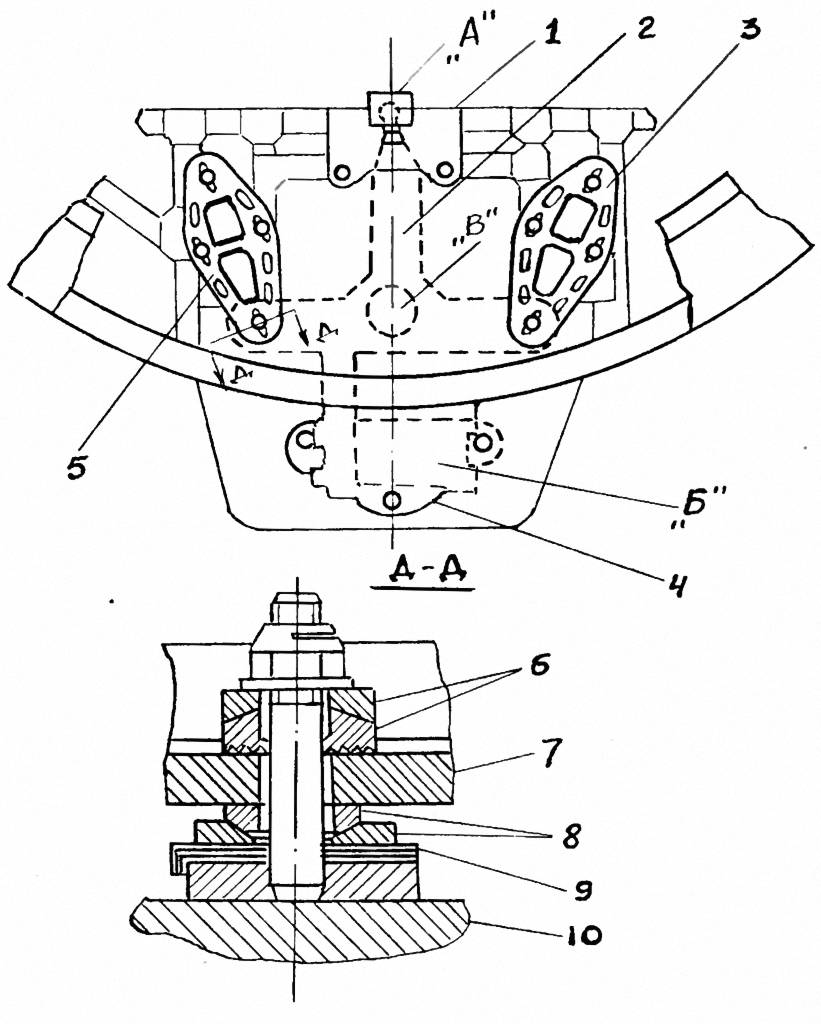
На цилиндрической части этой опоры закрепляется приспособление, и при помощи квадранта, устанавливаемого на контрольную площадку приспособления, прокладками выставляется указанная опора перпендикулярно оси изделия в направлении плоскостей стабилизации I–III с точностью ± 9' .
На опорах № 1...4 размещают технологическое приспособление, имитирующее гидростабилизирующую платформу. Опоры № 2 и 3 регулируют прокладками при помощи квадранта, установленного на контрольной площадке «В». Отклонение угла от 0° не должно превышать ±4'. Регулирование опоры № 4 осуществляется по контрольной площадке «Б» с точностью ±6'.
При выполнении вышеуказанных требований плоскость, проходящая через опоры № 1...4, считается выставленной перпендикулярно продольной оси изделия в направлении плоскости стабилизации II–IV.
Для регулировки опор перпендикулярно оси изделия в направлении плоскости стабилизации I–III изделие разворачивают третьей плоскостью стабилизации вниз. Заново выставляется базовая ось изделия в горизонтальное положение и устраняется весовой прогиб. Опоры № 2...4 выставляются аналогично предыдущему положению изделия, но прокладки подкладываются под другие пары креплений опор.
В заключение производится контроль надежности креплений и их пломбирование.
7.1.4. Выставление опорных пят ракеты.
Контроль расположения заправочных горловин и блоков разъемов
Опорные пяты ракеты выставляют в одну плоскость, перпендикулярную продольной оси ракеты. Выставление опорных пят производится в соответствии со схемой (рис. 7.8).
Ракету выставляют в горизонтальное положение полуплоскостями стабилизации II, III вниз (рис. 7.8,а).
В качестве базовой принимают опору А, которая находится между полуплоскостями I и IV стабилизации. На опору А устанавливают жесткий калибр, к которому подводят струну. На выставляемой опоре (в данном случае опоре «С») устанавливают элсктроконтактное устройство. В зазор между ножами-контактами этого устройства вводят струну, натянутую грузом. Касание струны к левому или правому контакту показывает отклонение устанавливаемой опоры от базовой. Касание струны контактов сопровождается свечением лампочки на табло и звуковым сигналом звонка.
Микровинтом электроконтактного устройства устраняется касание струны ножей, и по лимбу винта определяется величина подкладки под опору. Крепление пяты опоры ослабляется. Вкладывается необходимая подкладка, и производится затяжка крепления. Проверяется отсутствие касания струны ножей.
Для выставления опор Б и Д в плоскость, перпендикулярную продольной оси изделия, повторяются все предыдущие операции (рис. 7.8, б, в). При каждом развороте изделия базовая ось выставляется в горизонтальное положение и устраняется весовой прогиб.
| ||
| Рис. 7.8 Схема выставления опорных пят. 1 – стойка; 2 – струна, 3 – калибр; 4 – опорная пята; 5 – электроконтактиое устройство; 6 – груз; а – положение изделия при выставлении опоры С; б – положение изделии при выставлении опоры Д; в – положение при выставлении опоры Б |
Неперпендикулярность плоскости опор изделия продольной оси при выполнении вышеизложенных операций допускается в пределах 3 мин.
Для контроля расположения заправочных устройств на них устанавливают технологические заглушки с реперными знаками, а около каждой горловины – подвесные линейки. Базовая ось изделия должна быть выставлена в горизонтальное положение, и устранен весовой прогиб. При помощи подвесных линеек и катетометра определяются линейные размеры расположения центров реперных знаков на технологических заглушках по отношению к центрам реперных точек, расположенных в базовом сечении Q2.
Далее определяются углы закрутки реперных точек на изделии, в плоскости которых находятся заправочные горловины, по отношению к базовому сечению Q2.
Затем с учетом углов закрутки и полученных линейных размеров, которые переводятся в угловые, определяются углы между горловинами заправки и плоскостями стабилизации.
Определение положения блоков разъемов осуществляется при помощи технологического приспособления, устанавливаемого на эти блоки, и оптического квадранта. Квадрант размещают на контрольных площадках технологического приспособления и определяют углы между контрольными площадками и плоскостями стабилизации.
7.2. ВЗВЕШИВАНИЕ РАКЕТЫ
И ОПРЕДЕЛЕНИЕ ПОЛОЖЕНИЙ ЦЕНТРОВ МАСС
![]()
7.2.1. Общие положения
Определение массы и положений центров масс изделий проводят на площадке сборочного цеха, специально отведенной для этих целей. Во время проведения измерений не допускаются сквозняки и вибрация стендов, превышающая установленные нормы. Колебания температуры в помещении должны быть в установленных пределах.
При выборе весоизмерительных устройств необходимо руководствоваться требованиями специального ГОСТа.
Средства измерения должны обеспечивать заданную точность и единство технологических и измерительных баз.
Применяемые при измерениях стенды, контрольные устройства и технологическая оснастка должны проходить периодическую проверку и аттестацию в соответствии с требованиями специальных ГОСТов и ОСТов.
К работе по определению масс и положений центров масс изделий допускаются лица, аттестованные по этим видам работ.
Положение центров масс изделий определяется, как правило, двумя методами: по величине реакций опор и по величине момента дисбаланса.
7.2.2. Взвешивание
Взвешивание производится после завершения сборочных работ, герметизации и покраски. Взвешивают каждую ступень отдельно и ракету в состыкованном состоянии, если позволяют габариты весов.
Ракету или ступень большой длины накатывают передней опорой базового сечения на весы, которые вмонтированы на уровне рельсового пути, и определяют величины реакции..При прохождении задней опоры (^2 через весы определяют величину второй реакции. Эти операции повторяются три раза, и вычисляются их средние значения.
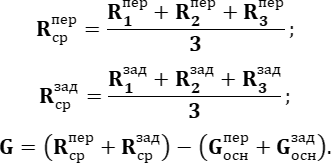
Из средних величин реакций вычитаются величины реакций от веса бандажей и тележек, расположенных на опорах. Оставшиеся величины реакций суммируются. Эта сумма является весом изделия. Вес изделия (ступени) должен соответствовать требованиям технической документации. Погрешность определения массы изделия не должна превышать 0,1% от измеряемой величины.
| |||
| Рис. 7.9. Схема определения координаты центра масс па продольной оси |
Вычисление массы изделия (ступени) производят по формулам
Взвешивание изделия средней или малой длины осуществляется на грузовой платформе, которая установлена на трех опорах (см. рис. 7.17; 7.18). Изделие в вертикальном или горизонтальном положении устанавливается на платформу. Величины трех реакций опор определяются с помощью силоизмерительных устройств. Вес изделия вычисляется как сумма средних значений реакций опор:
7.2.3. Определение координаты центра масс на продольной оси ракеты большой длины
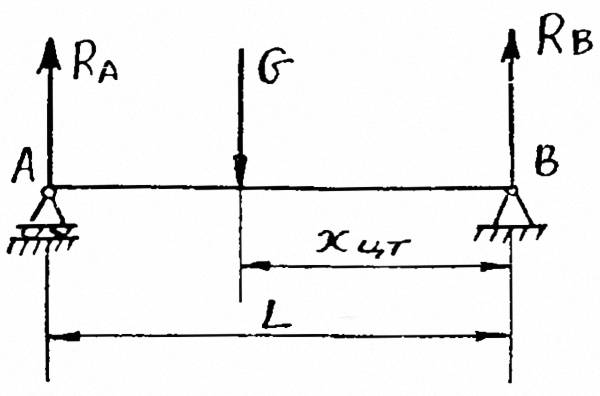
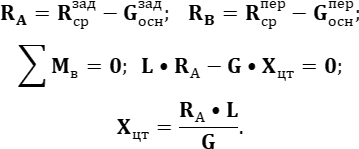
Посіє вычисления реакции опор при взвешивании изделия с учетом вычтенных весов оснастки на опорах определяют координату центра масс на продольной оси по схеме (рис. 7.9):
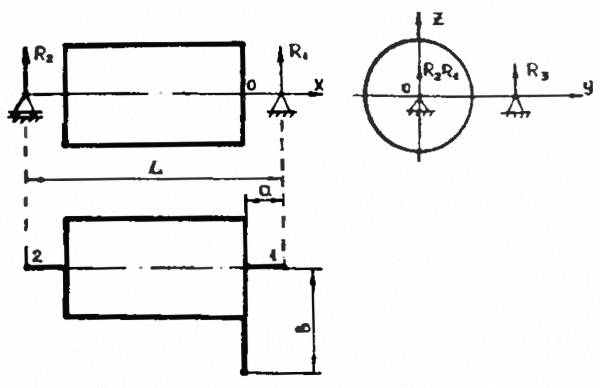
7.2.4. Определение координат центра масс в радиальных направлениях ракеты большой длины
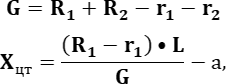
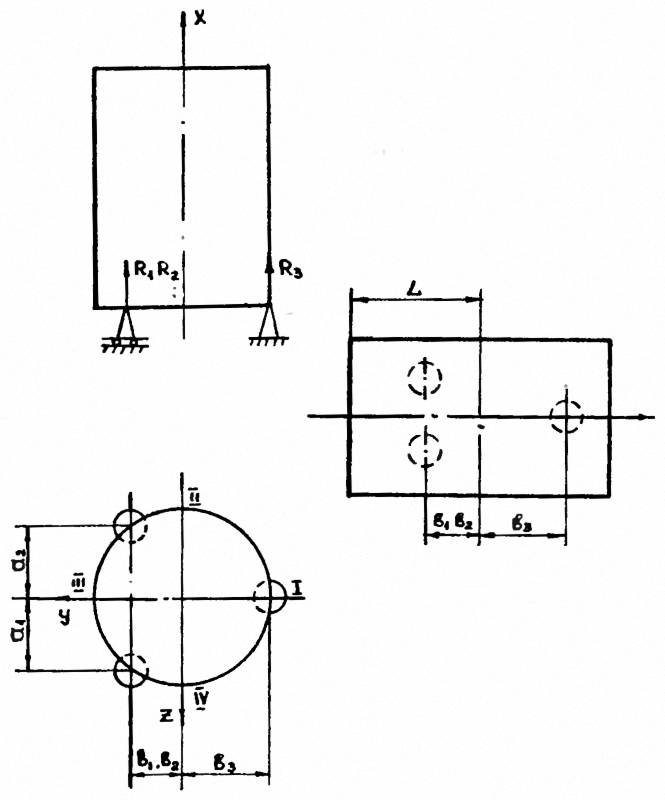
На передний и задний торцы изделия крепятся технологические кольца. Предварительно совмещаются плоскости стабилизации колец и изделия. Изделие устанавливается на стенд в горизонтальном положении на две опоры и третью опору, вынесенную в плоскости YOZ стенда за боковой габарит изделия (рис. 7.10).
Трижды определяют значения реакций по оси OZ затем изделие разворачивают на 90° и трижды определяют значение реакций по оси OY (рис. 7.11). Величины реакций каждой опоры вычисляются как среднее арифметическое трех измерений.
|
Рис. 7.10. Схема расположения изделия на стенде: 1, 2, 3 – весы | |||
| ||
| Рис. 7.11. Схема определении положения центра масс изделия в радиальных направлениях |
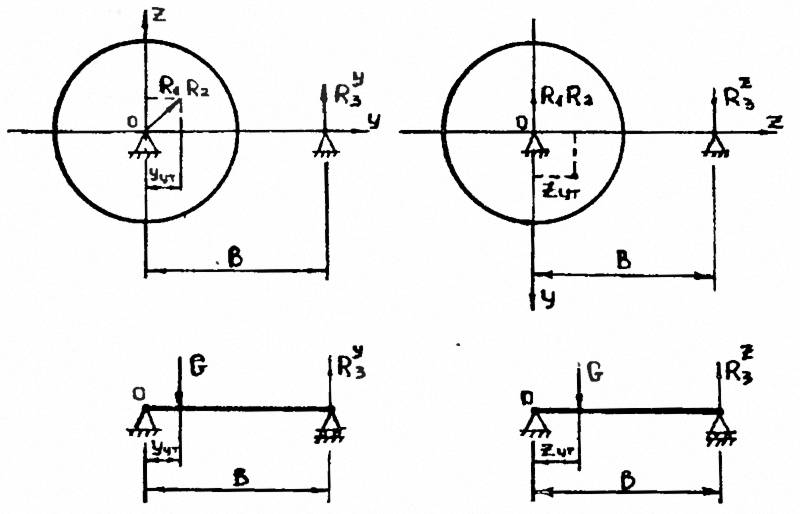
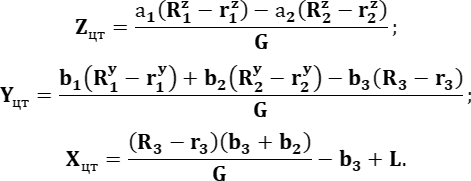
Координаты положения центра масс изделия определяются по формулам
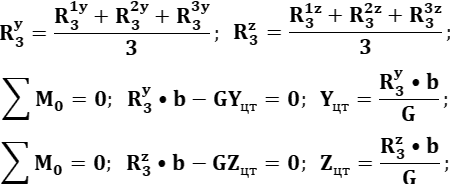
В целях учета влияния веса технологической оснастки в формулы вводятся реакции от весов технологической оснастки, которые указаны в паспорте на стенд. Тогда формулы можно записать в виде

Этот же стенд позволяет определить вес изделия и координату продольного центра масс по формулам
| ||
| Рис. 7.12. Схема установки изделия на стенд: 1 – реперные знаки на корпусе; 2 – базовое кольцо стенда; 3 – регулировочные винты; 4 – неподвижная опора; 5 – весы; 6 – теодолиты |
| ||
| Рис. 7.13. Схема определения координат центра масс в радиальных направлениях при вертикальном положении изделия |
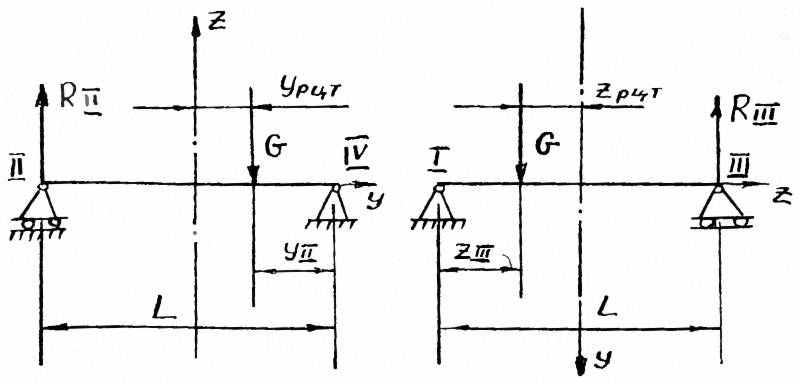
где R1; R2; R3 – показания весов с изделием; r1; r2; r3 – показания весов без изделия; L – расстояние между точками опор весов 1 и 2; а – расстояние от точки опоры весов 1 до плоскости YOZ стенда; b – расстояние от точки опоры весов 3 до оси OX.
7.2.5. Определение координат центра масс в радиальных направлениях изделий средней длины
Изделиями средней длины, как правило, являются вторые ступени, для которых целесообразно строить вертикальные стенды (рис. 7.12). Вертикальный стенд обеспечивает более высокую точность измерений и способствует уменьшению промежуточных операций.
Взвешенное изделие устанавливается вертикально на базовое кольцо стенда с предварительным совмещением его плоскостей стабилизации с аналогичными метками на кольце. Контрольное кольцо выставляется в горизонтальное положение при помощи квадранта и регулирующих винтов.
В силу конструктивных и монтажных погрешностей продольная ось изделия может Иметь отклонение от теоретического вертикального положения. Контроль ее положения осуществляется теодолитами, расположенными против второй и третьей плоскостей стабилизации. Перекрестия оптических трубок теодолитов наводятся на нижние реперные знаки. Трубки теодолитов перемещаются к верхним знакам. Регулировочными винтами стенда осуществляется совмещение верхних реперных знаков с перекрестиями теодолитов. Выставление продольной оси изделия в вертикальное положение ориентирует центр масс изделия в истинное положение относительно плоскости весов. Поочередно разарретируются весы II и III, трижды определяются значения реакций RII и RIII и вычисляются их средние значения (рис. 7.13).
Вычисление координат радиального центра тяжести осуществляется по следующим формулам:
| ||
| Рис. 7.14. Схема стенда для определения центра масс корпусов малой длины: 1 – указатель; 2 – шарикоподшипник; 3 – продольная ось изделия; 4 – ось стенда; 5 – изделие; 6 – поворотное кольцо; 7 – стационарное кольцо; 8 – опорная юбка стенда; 9 – весы; 10 – регулировочный винт; 11 – опоры; 12 – полуоси опор |
Знаки плюс или минус покажут, в каком квадранте расположены координаты радиального центра тяжести:

| ||
| Рис. 7.15. Схема определения координат центра масс в радиальных направлениях для корпусов малой длины |
| ||
| Рис. 7.16. Схема определения координат центра масс на продольной оси изделий малой длины |
7.2.6. Определение координат центра масс в радиальных направлениях изделий малой длины
Для определения координат центра масс изделий малой длины используется стенд (рис. 7.14).
Особенностью этого метода является смещение продольной оси изделия относительно вертикальной оси стенда на заданную величину b. Смещение осей используется в двух случаях. В первом – для увеличения реакции опор, т. к. координаты радиального центра тяжести по осям Y и Z могут находиться в непосредственной близости ОТ продольной оси изделия. Во втором – для определения координат продольного центра тяжести при наклоне системы 5–6–7 на заданный угол α.
Взвешенное изделие устанавливается на поверхность поворотного кольца. Плоскости стабилизации изделия совмещаются с одноименными рисками на стенде.
Поворотное кольцо стенда выставляется в горизонтальное положение при помощи квадранта и регулировочного винта стенда. Изделие плавно поворачивается с поворотным кольцом вокруг оси стенда, и определяются реакции опор при прохождении каждой плоскости стабилизации около указателя 1. Эта операция повторяется три раза и вычисляются средние значения реакций:

Определение координат радиального центра тяжести осуществляется по схеме, которая, аналогична для двух осей ОУ и ОЪ (рис. 7.15). Вычисление координат производится по формулам
Вычитание реакций позволяет исключить из расчета вес конструкции стенда, который участвует при определении реакций опор.
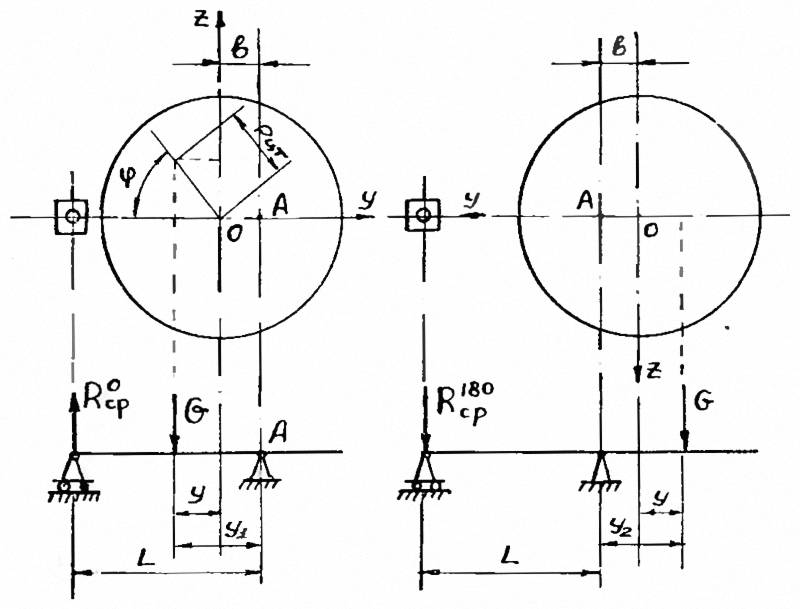
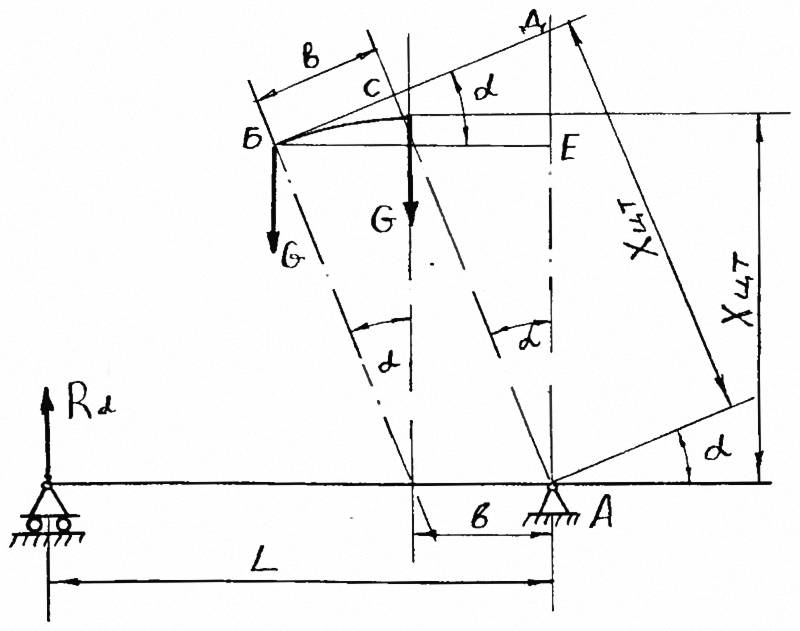
7.2.7. Определение координаты центра масс на продольной оси изделий малой длины
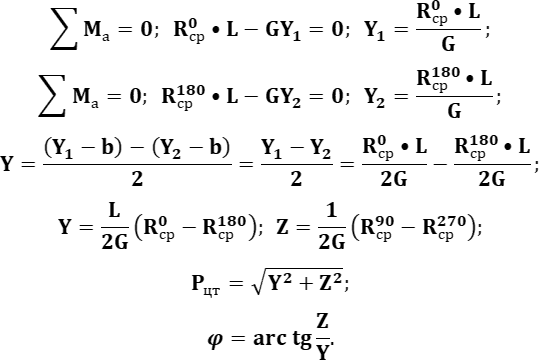
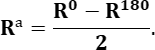
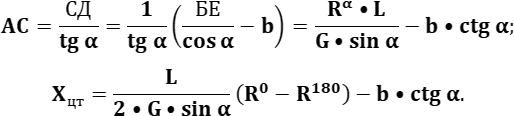
Определение координаты центра масс изделий малой длины производится на стенде (см. рис. 7.14). Изделие совместно с кольцами 6 и 7 наклоняется на угол α при помощи регулировочного винта и квадранта и плавно разворачивается вокруг оси стенда. При совмещении плоскостей стабилизации I и III с указателем I определяются реакции опор R0 и R180 и вычисляется реакция Rα по формуле
Определение координаты осуществляется по схеме (рис. 7.16).
Вычисление координаты центра масс производится по формулам
Из треугольника БДЕ определяется БД:
а из треугольника АСД – АС:
7.2.8. Определение координат центра масс в продольном и радиальных направлениях ракет средней и малой дальности
Определение координат центра масс осуществляется на стенде (рис. 7.17).
Перед определением реакций верхняя плоскость грузовой платформы без изделия выставляется в горизонтальное положение при помощи домкратов платформы и уровней. Производится проверка нулевых показаний весов без нагрузки и под нагрузкой. При нагрузке показания весов проверяются эталонным грузом, имитирующим изделие.
Изделие устанавливается на грузовую платформу стенда по направляющим штырям после совмещения одноименных плоскостей стабилизации изделия и стенда. При помощи домкратов платформа с изделием опускается на три опоры весов, и определяются величины реакций. В целях повышения точности расчетов операции по определению реакций проводят по три раза. Величины реакций каждой опоры вычисляются как среднее арифметическое трех измерений.
Для определения координат центра масс в радиальных направлениях изделие устанавливается на стенд в вертикальном положении. При определении координаты центра масс в продольном направлении изделие устанавливается на стенд в горизонтальном положении с технологическим переходником.
|
Рис. 7.17. Схема стенда с тремя опорами: 1 – домкрат платформы; 2 – опора весов; 3 – грузовая платформа; 4 – домкрат опоры весов; 5 – шарик; 6 – плита, 7 – весы | |||
| ||
| Рис. 7.18. Схема определения положения центра масс но трем опорам |
Координаты центра массы определяются по схеме рис. 7.18 из уравнений суммы моментов реакций опор:
7.2.9. Определение координат центра масс изделий средней и малой длины по величине момента дисбаланса
Определение положения центра масс производится на стенде (рис. 7.19).
Верхняя плоскость стенда выставляется в горизонтальном положении при помощи домкратов стола и уровней. Взвешенное изделие устанавливается на стенд, совмещаются одноименные плоскости стабилизации изделия и стенда. Домкраты стола опускаются. Производится балансировка стола установлением на грузовые площадки гирь. Подбираются такие массы, чтобы индикаторы равновесия не показывали наклона стола в какую-либо сторону. Масса каждой гири записывается по плоскостям стабилизации.
Определение положения центра масс в радиальных направлениях выполняется по формулам в соответствии со схемой рис. 7.20:
При определении положения центра масс в продольном направлении изделие устанавливается на стенд так, чтобы продольная ось изделия была в плоскостях I – III или II – IV стабилизации стенда, т. е. изделие должно находиться на стенде в горизонтальном положении. Определение координаты положения центра массы в продольном направлении производится аналогично предыдущим работам, а координата вычисляется по формулам
или
| ||
| Рис. 7.19. Схема стенда определения положений центров масс но величине дисбаланса: 1 – уровень; 2 – упор; 3 – скоба; 4 – индикатор равновесия; 5 – упор; 6 – штырь; 7 – домкрат; 8 – кольцо поворотное; 9 – стол; 10 – грузовая площадка; 11 – опора; 12 – домкрат стола; 13 – рама; 14 – груз; 15 – маятник; 16 – штанга |
| ||
| Рис. 7.20. Схема определения положений центров масс по величине дисбаланса |
Если конструкция стенда позволяет наклонить стол с изделием на определенный угол α в плоскостях стабилизации, то координата центра масс в продольном направлении рассчитывается по формулам
7.3. ОПРЕДЕЛЕНИЕ МОМЕНТОВ ИНЕРЦИИ ИЗДЕЛИЯ
![]()
7.3.1. Основные положения
Определение моментов инерции (МИ) осуществляется в целях обеспечения требований конструкторской документации к МИ.
При этом должны выполняться требования по обеспечению заданных величин погрешностей на стенде: осевых, центробежных, главных центробежных п в направлении главных центральных осей инерции.
Определение моментов инерции производится в следующем порядке: по измеряемым периодам крутильных колебаний рассчитываются шесть исходных осевых МИ при различных положениях изделия; по значениям этих шести данных вычисляются осевые и центробежные МИ в системе координат стенда (СКС); по значениям МИ в СКС и значениям массы, а также координат центра масс изделия находятся центральные осевые и центробежные МИ; по значениям центральных МИ рассчитываются главные центральные моменты инерции и направления центральных осей инерции изделия.
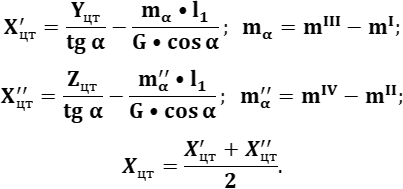
В практических расчетах из величин X'цт и X''цт вычитаются расстояние от плоскости стола стенда до линии качания верхней призмы и высота переходника, значения которых указываются в паспорте на стенд.
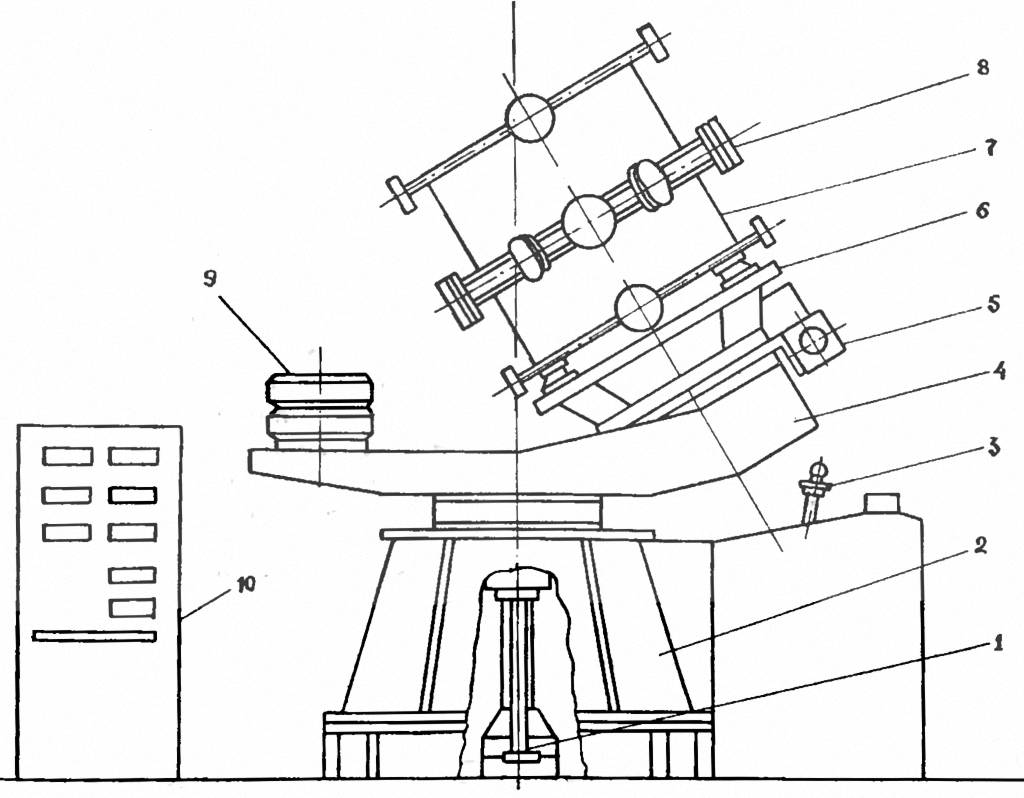
7.3.2. Определение моментов инерции на стенде
Измерения моментов инерции производятся на стендах типа рис. 7.21.
В принцип работы стенда заложен метод унифилярного подвеса. Вес изделия воспринимается опорным аэростатическим подшипником. Ось вращения центрируется радиальным аэростатическим подшипником.
Стенд состоит из измерительного стола, переходника-кантователя с поворотным устройством, эталона моментов инерции, торсиона.
Определение осевых МИ изделия основано на измерении собственных периодов крутильных колебаний подвижной части стенда, в которую входят все элементы стенда, совершающие колебания, кроме изделия или эталона.
Период колебания системы стенд – изделие зависит от крутильной жесткости торсиона, которая определяется многими факторами: материалом торсиона, его термообработкой, старением, релаксацией, температурой в цехе, погрешностями при изготовлении торсиона и т. п. Многие из этих факторов носят случайный характер, поэтому жесткость торсиона измеряется каждый раз перед использованием стенда.
| ||
| Рис. 7.21. Схема стенда Измерения моментов инерции: 1 – торсион; 2 – измерительный стол; 3 – шток гидропривода; 4 – кантователь; 5 – поворотное устройство; 6 – переходник; 7 – эталон моментов истины; 8 – грузы эталоиа; 9 – балансовые грузы |
Осевой момент инерции определяется по формуле
где i – индекс оси, относительно которой определяется МИ; j – порядковый номер группы измерений 2, 3); (j = 1,2,3); Jиздij – момент инерции изделия относительно i-й оси в j-й группе измерения; к – условная крутильная жесткость торсиона; Jоснij – МИ оснастки относительно i-й оси в j-й группе; Тij – период колебаний объекта относительно i-й оси в j-й группе.
Параметры периодов колебаний объекта измеряются системой измерительных приборов. Величины крутильной жесткости и моментов инерции оснастки рассчитываются при помощи эталона МИ. Первоначально определяют периоды колебаний эталона относительно шести осей путем наклона и разворота изделия, затем к эталону приращивают малую массу со своими значениями моментов инерции, потом производят вычисление по формуле

где ΔJэт приращение МИ эталона; T1э, T1п – периоды колебаний эталона и эталона с приращением МИ относительно продольной оси; Тiэ – период колебаний эталона относительно i-й оси; Jэi – момент инерции эталона относительно i-й оси.
7.3.3. Определение осевых и центробежных моментов инерции в системе координат стенда
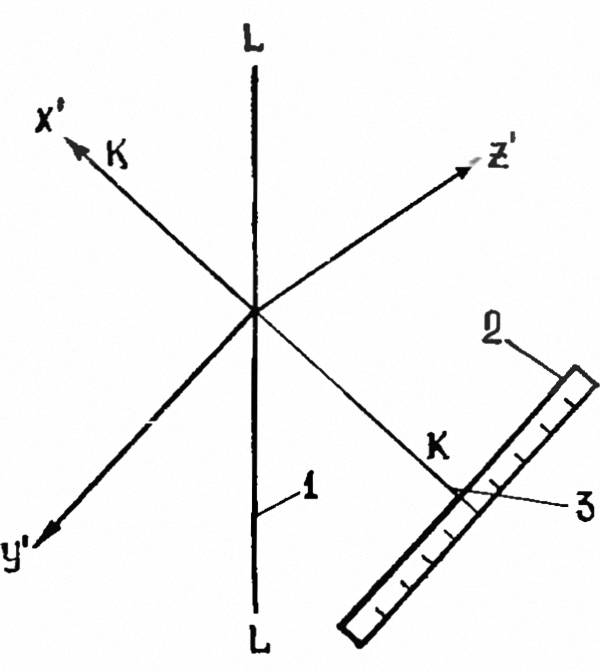
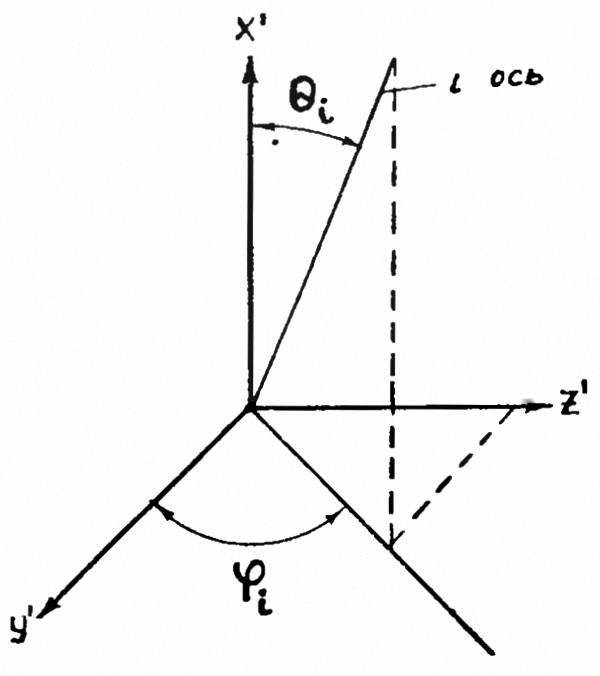
Система координат стенда образуется осями X', Y', Z' (рис. 7.22). Началом координат является точка О', которая лежит на пересечении оси торсиона стенда – прямой L с перпендикуляром, восстановленным из центра наклона поворотного устройства, т. е. прямой К. Ось О' X' должна совпадать с прямой К.
|
|
||||||
| Рис. 7.22. Схема координат стенда | Рис. 7.23. Схема положения і-й оси |
|
|
||||||
| Рис. 7. 24. Схема положения i-x осей | Рис. 7.25. Схема системы координат изделия в системе координат стенда |
Положение i-й оси определяется углами Θi и φi (рис. 7.23), где Θi – угол между i-й осью и осью О' X' ; φi – угол между проекцией i-й оси на плоскость Y' О' X' и осью О' Y'.
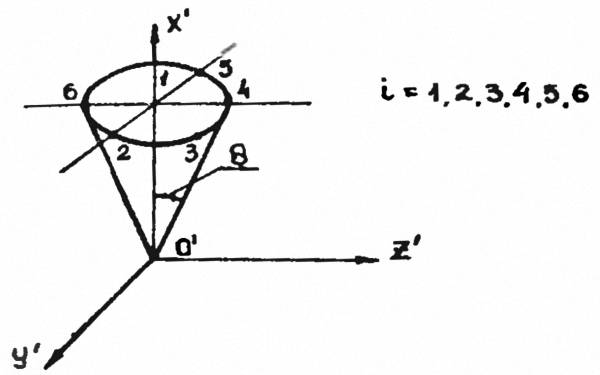
Осевые и центробежные моменты инерции изделия рассчитываются по значениям шести моментов инерции относительно их осей (рис. 7. 24) по системе линейных уравнений шестого порядка:
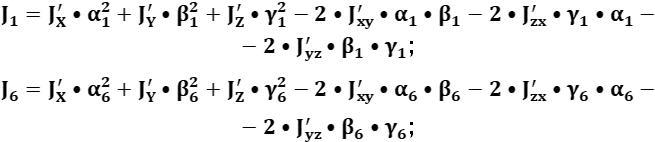
где αi = cosΘi; βi = sinΘi cosφi; γi = sinΘi sinφi; J'x; J'y; J'z; J'xy; J'yz; J'zx – осевые и центробежные моменты инерции изделия в СКС; Ji – моменты инерции относительно i-x осей (i=l,2, 3, 4, 5, 6).
7.3.4. Определение центральных осевых и центробежных моментов инерции
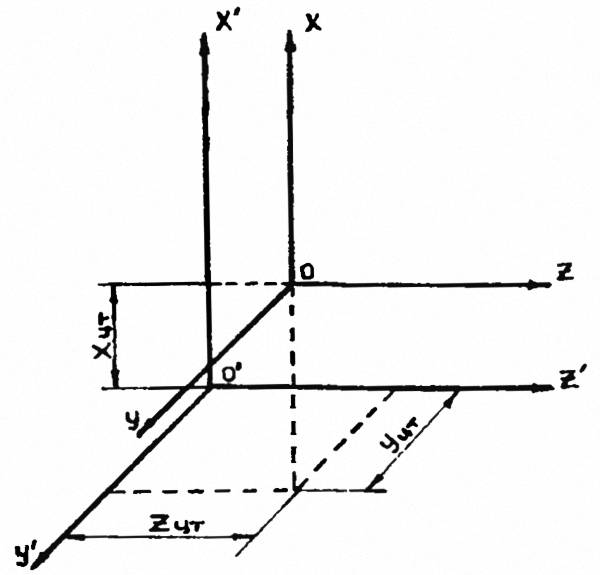
Центральная система координат изделия OXYZ должна быть эквивалентна системе координат стенда (рис. 7.25), что должно обеспечиваться конструкцией стенда.
Центральные и центробежные моменты инерции определяются по формулам
| ||
| Рис. 7.26. Схема положения изделия в системе координат стенда |
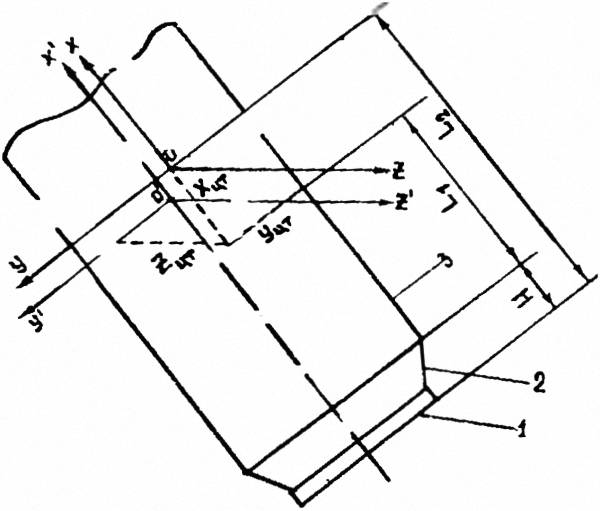

где Хцт, Yцт и Zцт – координаты центра масс изделия в системе координат стенда.
Хцт рассчитывается по формуле Хцт - L2 - (L1 + Н) (рис. 7.26). Величины Yцт, Zцт берутся из технологического паспорта на изделие.
7.3.5. Порядок работы с изделием на стенде
Переходник-кантователь и эталон моментов инерции в вертикальном положении устанавливаются на стенд. Переходник-кантователь выставляется в вертикальное положение гидроприводом через шток, который отстыковывается. Платформа измерительного стола расфиксируется и ручкой угла закрутки поворачивается на заданный угол, определяемый в процессе тарировки. Периоды колебаний измеряются двумя частотомерами, автоматически включающимися при закрутке стенда. Величины продолжительности колебаний записываются до семи значащих цифр. Затем переходник-кантователь и эталон устанавливаются в наклонное положение, производится закрутка изделия.
Периоды колебаний определяются для каждых пяти угловых положений φ (0°, 45°, 90°, 180° и 270°), при этом во всех операциях контролируется угол Θ. Угол Θ замеряется квадрантом, угол φ – по шкале поворотного устройства.
Все измеренные показатели заносятся в протоколы, и выполняются расчеты моментов инерции эталона. При получении результатов, удовлетворяющих требованиям технической документации по точности измерений, на стенд вместо эталона устанавливается изделие и производятся операции с изделием, аналогичные операциям с эталоном.
Моменты инерции изделия вычисляются по вышеприведенным формулам.
7.4. ИСПЫТАНИЕ РАКЕТНЫХ СИСТЕМ
![]()
7.4.1. Общие положения
Под испытанием объекта понимается экспериментальное определение количественных и качественных характеристик свойств объекта испытаний как результат воздействия на него при его функционировании или моделировании (ГОСТ 16504-81).
Экспериментальное определение характеристик свойств объекта при испытаниях может проводиться путем использования измерений, анализов, диагностирования, регистрации событий при испытаниях (отказы, повреждения) и т. д.
Характеристики свойств объекта при испытаниях могут оцениваться, если задачей испытаний является получение количественных и качественных оценок, а могут контролироваться, если задачей испытания является только установление соответствия характеристик объекта заданным требованиям. В этом случае испытания сводятся к контролю.
Важнейшим признаком любых испытаний является принятие на основе их результатов определенных решений.
Другим признаком испытаний является задание определенных условий испытаний (реальных или модельных), под которыми понимается совокупность воздействий на объект и режимов функционирования объекта.
Определение характеристик объекта при испытаниях может производиться как в процессе функционирования объекта, так и при отсутствии функционирования при наличии воздействий до и после их приложения.
Испытания и контроль являются важнейшими звеньями в комплексе работ по созданию летательных аппаратов. Общей их целью является обеспечение требуемой надежности летательных аппаратов, их способности выполнить в полном объеме заданные функции в течение определенного времени как в наземных условиях, имеющих место при транспортировке, подготовке, запуске, так и в полете. Испытания и контроль проводятся на всех стадиях создания ракетных систем, начиная с разработки конструкции, включая процесс изготовления и поставки готовых изделий, и заканчивая их запуском.
Для обеспечения выпуска изделий система испытаний построена следующим образом. После изготовления в одинаковых условиях партии изделий их надежность оценивается при испытаниях с предельными нагрузками на испытательных (контрольных) образцах из числа этих изделий.
Оценка готовности остальных изделий к полету оценивается в ходе специальных приемочных испытаний с нагрузками, близкими к эксплуатационным. Таким образом, в основе системы испытаний лежит принцип аналогии летных образцов изделий с контрольными, который обеспечивается одинаковостью не только конструкции, но и технологии изготовления и контрольно-технологических испытаний.
Результаты усиленных испытаний контрольных образцов изделий переносятся на летные образцы, которые этих испытаний не проходили, что позволяет сохранить их ресурс работы.
Контроль и испытания должны быть построены таким образом, чтобы имеющиеся дефекты выявлялись на более ранних этапах изготовления, на более низких уровнях сборки, т. е. операций контроля и испытаний целесообразно располагать возможно ближе к тем сборочным операциям, где могут возникать ожидаемые дефекты.
Испытания на комплексное воздействие факторов эксплуатации должны проводиться на возможно более высоком уровне сборки.
Испытания на функционирование и целостность коммуникаций бортовой аппаратуры и автоматики должны осуществляться по принципу последовательно нарастающих повторных испытаний, что позволяет наиболее быстро выявить дефектные элементы и сократить цикл и стоимость испытаний.
7.4.2. Этапы испытания ракетных систем
В процессе разработки элементов конструкции, агрегатов и изделия в целом большое место занимают контрольно-испытательные работы.
Определение объема, программы и технологии испытаний является достаточно сложной задачей, решаемой в каждом конкретном случае. Несмотря на значительные отличия испытаний различных сборочных единиц и изделия в целом, они составляют определенную систему, состоящую из отдельных, логически увязанных между собою этапов, выполняемых по специальным программам при проектировании, изготовлении и эксплуатации ракеты.
Проектирование
При разработке конструкции проводятся исследовательские, конструкторско-доводочные и чистовые доводочные испытания. Цель исследовательских испытаний – определение возможности реализации конструкторских идей в новом изделии, выбор варианта конструкции для дальнейшей его отработки.
Конструкторско-доводочные испытания осуществляются на небольших партиях топливных емкостей, агрегатов, узлов автоматики и др. для уточнения отдельных конструктивных решений, проверки функционирования и их соответствия предъявляемым требованиям.
Чистовые доводочные испытания проводятся в целях окончательного уточнения конструкции, проверки ее технологичности и соответствия всем требованиям технической документации, определения ресурса работы.
Изготовление
После освоения в производстве технологии изготовления узлов, агрегатов, элементов автоматики и др. выполняются контрольно-технологические испытания, включая испытания установочной партии, приемо-сдаточные, контрольно-выборочные, периодические и типовые испытания.
Испытания установочной партии проводятся при Постановке в производство новых изделий для небольших партий (3...5) испытываемых объектов одного наименования, изготовленных по разработанной технологии и прошедших обычные приемные испытания. Программа испытаний установочной партии включает в себя испытания на прочность, герметичность, вибро- и ударные испытания, испытания на функционирование, циклические испытания на повторную нагрузку, определение фактического давления разрушения и т. д.
Основной целью испытания является проверка отработанности и стабильности технологического процесса изготовления и сборки.
При положительных результатах испытаний установочной партии дается разрешение на производство штатных сборочных единиц изделия.
Приемо-сдаточные испытания проводятся для всех изготавливаемых деталей, сборочных единиц и изделия в целом в целях проверки соответствия их техническим условиям. Программы испытаний составляются для каждой изготавливаемой сборочной единицы и изделия в целом и могут включать в себя следующие виды контроля и испытаний: контроль выходных геометрических параметров, определение массы, центра масс, прочностные испытания, контроль герметичности, определение объемов и невырабатываемых остатков топлива в емкостях, проверку функционирования, контроль чистоты внутренних полостей, контроль бортовых кабельных сетей и т. д.
Полностью собранные изделия проходят заводские приемо-сдаточные испытания на специальном исgытательном участке (контрольно-испытательная станция – КИС), где производится прозвон цепей системы управления и телеметрии, а также проверка всех систем на функционирование.
В ходе испытаний с помощью ЭВМ может фиксироваться только конечный результат испытаний, например срабатывание каких-либо механизмов, или ряд промежуточных параметров и характеристик, число которых может быть очень большим.
Контрольно-выборочные испытания осуществляются в целях периодического контроля стабильности технологического процесса и качества сборочных единиц и изделия в целом. Эти испытания проводятся выборочно для небольшого (до 10%) количества узлов от каждой предъявляемой партии. В случае неудовлетворительных результатов испытаний их выполняют повторно на удвоенном количестве узлов (изделий).
При неудовлетворительных результатах испытания партия предъявленных узлов (изделий) бракуется. Изготовление и предъявление новой партии узлов (изделий) возможны лишь после выявления и устранения причин возникновения брака.
В отличие от приемо-сдаточных испытаний контрольно-выборочные испытания проводятся на предельных нагрузках и режимах.
Из партии изделий в целом, прошедшей заводские приемо-сдаточные испытания, одно изделие подвергается летным испытаниям. Для получения максимально возможной информации о работе систем ракеты в процессе полета она дооборудуется дополнительным количеством датчиков (телеметрический вариант).
При определенном перерыве в изготовлении рассматриваемых изделий и в ряде других случаев, предусмотренных технической документацией, проводятся периодические испытания, а при корректировке конструкторско-технологической документации – типовые.
Периодические испытания – контрольные испытания выпускаемой продукции, проводимые в объемах и в сроки, установленные нормативно-технической документацией, в целях контроля стабильности качества продукции и возможности продолжения ее выпуска.
Типовые испытания – контрольные испытания выпускаемой продукции, проводимые в целях оценки эффективности и целесообразности вносимых изменений в конструкцию, рецептуру или технологический процесс.
Эксплуатация
Окончательно изготовленная ракета-носитель, прошедшая заводские приемно-сдаточные испытания и апробированная (защищенная) летными телеметрическими испытаниями представителя от партии этих изделий, поступает на стартовую площадку. В монтажно-сборочном корпусе стартового комплекса на ракету-носитель устанавливают космический аппарат или другой полезный груз и производят испытание по специальной программе.
После установки на стартовый стол ракета-носитель проходит предстартовую проверку и контроль по специальной программе, после чего она считается готовой к старту.
Приведенные этапы составляют единую систему испытаний, обеспечивающую производство изделий и их эксплуатацию с достаточной степенью надежности.
7.4.3. Виды испытаний
На всех стадиях изготовления изделий различные виды испытаний входят как составные части программ их обработки, оценки качества и надежности. Вид испытания часто определяется местом его проведения, масштабом интервала времени, а также воздействием соответствующих факторов, проверяемыми параметрами.
Испытания, характеризуемые местом проведения
Лабораторные испытания – испытания объекта, осуществляемые в лабораторных условиях.
Стендовые испытания – испытания объекта, выполняемые на испытательном оборудовании.
Полигонные испытания – испытания объекта, проводимые на испытательном полигоне.
Натурные испытания – испытания объекта в условиях соответствующих условиям его использования по прямому назначени. с непосредственным оцениванием или контролем определяемых характеристик свойств объекта.
Испытания, характеризуемые масштабом времени
Нормальные испытания – испытания, методы и условие проведения которых обеспечивают получение необходимого объем информации о характеристиках свойств объекта в такой же интервал времени, как и в предусмотренных условиях эксплуатации.
Ускоренные испытания – испытания, методы и условия проведения которых обеспечивают получение необходимой информации о характеристиках свойств объекта в более короткий срок, чем при нормальных испытаниях.
Испытания, характеризуемые воздействующими факторами
Механические испытания – испытания на воздействие механических факторов.
Климатические испытания – испытания на воздействие климатических факторов.
Термические испытания – испытания на воздействие термических факторов.
Радиационные испытания – испытания на воздействие радиационных факторов.
Электромагнитные испытания – испытания на воздействие электромагнитных полей.
Электрические испытания – испытания на воздействие электрического напряжения, тока или поля.
Магнитные испытания – испытания на воздействие магнитного поля.
Химические испытания – испытания на воздействие специальных сред.
Биологические испытания – испытания на воздействие биологических факторов..
Неразрушающие испытания – испытания с применением неразрушающих методов контроля.
Разрушающие испытания – испытания с применением разрушающих методов контроля.
Испытания, характеризуемые проверяемыми параметрами
Испытания на устойчивость – испытания, проводимые для контроля способности изделия выполнять свои функции и сохранять значения параметров в пределах установленных норм во время действия на него определенных факторов.
Испытания на прочность – испытания, проводимые для определения значений воздействующих факторов, вызывающих выход значений характеристик свойств объекта за установленные пределы или его разрушение.
7.4.4. Содержание некоторых видов испытаний
Испытания на прочность занимают важное место в системе испытания изделий. По характеру прилагаемых нагрузок они могут быть статическими и динамическими.
Испытания на статическую прочность могут быть гидравлическими или пневматическими (для баков, трубопроводов и других сборочных единиц с замкнутым объемом, работающих под избыточным давлением), а также статическими, при которых нагрузки создаются специальными силовозбудителями (для любых несущих конструкций).
Динамические испытания в зависимости от характера и вида силового воздействия подразделяются на вибрационные, ударные и др.
Возможны также испытания на прочность с приложением различных комбинаций указанных нагрузок, а также с дополнительным воздействием как повышенных, так и пониженных температур.
Испытания на статическую прочность опрессовкой – один из основных видов испытания изделий, работающих под избыточным давлением. Они во всех случаях входят в программу приемо-сдаточных испытаний баков, трубопроводов, шаробаллонов и других сборочных единиц. Испытания на статическую прочность (опрессовка) предшествуют, как правило, испытаниям на герметичность. Давление испытания Pисп = (1,15... 1,25) Pраб, где Pраб – максимальное давление в испытываемом объеме в процессе эксплуатации.
Испытания проводят жидкостью (гидроиспытания) или газом (пневмоиспытания). В качестве жидкости используют дистиллированную воду (или конденсат) с добавлением 0,1...0,2% двухромокислого калия (K2Cr2O7), в качестве газа – воздух или азот.
При гидроиспытании объект предварительно осматривают на правильность монтажа испытательных заглушек и отсутствие повреждений, затем устанавливают на специальный стенд в рабочем положении и заполняют жидкостью. Для лучшего удаления газовых пузырьков во время заполнения объект обстукивают снаружи резиновым молотком. Заполнение продолжают до момента перелива жидкости через штуцер, расположенный в самой верхней точке объекта. Перед подачей испытательного давления производят предварительную опрессовку объекта давлением Pпредв = (0,1...0,2) Pисп (но не более 3 МПа) в течение 2...3 мин для проверки плотностей соединений. При отсутствии утечек давление доводят до Pисп, выдерживают объект под этим давлением в течение 10...15 мин, затем понижают давление до Pраб и производят осмотр. Объект испытания признается годным, если отсутствует видимое проникновение жидкости через его стенки и соединения или регистрируемое изменение объема сверх допустимого по техническим условиям. Испытания завершаются сливом жидкости и сушкой объекта.
Если по конструктивным соображениям или по ряду других причин гидравлическое внутреннее воздействие на объект испытания нежелательно, опрессовку делают газом. Испытания на статическую прочность газом производят в специальных боксах, способных погасить в случае разрушения объекта высвобождаемую энергию (МДж), равную произведению его внутреннего объема (м3) на давление испытания (МПа).
При испытании крупногабаритных емкостей для уменьшения внутреннего объема, занимаемого газом, используют различного рода заполнители (пенопластовые элементы, емкости с водой и т. д.), устанавливаемые в испытываемую полость объекта.
Учитывая малую плотность воздуха, требование установки изделия в рабочем положении не обязательно (т. е. топливные баки могут испытываться в горизонтальном положении, что недопустимо при гидроиспытании). Соотношения Pисп, Pраб и Pпредв такие же, как и при испытании жидкостью.
В процессе работы изделия и при.гидроиспытании топливных баков их нижние днища нагружены больше, чем верхние, на величины давлений соответствующих гидростатических столбов жидкости.
При испытании на прочность газом необходимо обеспечить такое же соотношение нагрузок. Для этого в полость бака подастся давление газа, равное аналогичному давлению жидкости у нижнего днища, а верхнее днище при помощи технологической емкости – заглушки – разгружается противодавлением газа, величина которого равна гидростатическому давлению соответствующего столба жидкости. В остальном порядок пневмоиспытания аналогичен гидроиспытанию.
Емкости считаются годными, если отсутствует падение давления, контролируемое манометром, в течение 5 мин (при отключенной системе наддува), очаги негерметичности, определяемые по звуку истекающей струи газа, и регистрируемое изменение объема сверх допустимого по техническим условиям.
Если технически обеспечены безопасные условия труда, прочностные испытания воздухом предпочтительнее гидравлических.
Испытания на герметичность входят почти во все программы испытаний. Так как они связаны с созданием избыточных давлений и глубокого вакуума внутри или снаружи испытываемых объектов, то им предшествуют испытания на статическую прочность. По виду воздействующего фактора испытания на герметичность можно отнести к статическим. В главе 5 приведены основные методы испытаний на суммарную и локальную негерметичность.
Испытания на статическую прочность с воздействием температурных факторов проводятся, когда необходимо создать близкое к эксплуатационному температурное поле в элементах конструкции. Эти испытания выполняются в специальных бронекамерах, оснащенных средствами нагрева, охлаждения. Например, шаробаллоны, работающие на жидком кислороде, испытываются при криогенных температурах на всех этапах, включая приемо-сдаточные испытания. В ходе испытаний шаробаллон заполняют жидким азотом, помещают в броневанну с жидким азотом. Требуемое давление создают газообразным азотом или гелием. Испытания проводятся в бронекамере.
Испытания на прочность силовозбудителями проводятся в специально оборудованных лабораториях, помещения которых имеют силовой пол и силовые стены, через которые замыкается силовой поток от нагрузок, приложенных к испытываемому объекту. Эти испытания позволяют определить фактические деформации и напряжения в элементах и узлах объекта при воздействии на него заданных нагрузок.
Испытанию могут подвергаться все нагруженные элементы изделия: баки, переходные отсеки, узлы крепления двигателей, ферменные конструкции и др. Такого рода проверка производится при отработке конструкции изделия, испытании установочных партий его сборочных единиц и при контрольно-выборочных испытаниях.
Испытания на разрушение проводятся в период отработки конструкции изделия, постановки его на производство и при контрольно-выборочных испытаниях в целях определения реального запаса прочности.
Для сборочных единиц, имеющих замкнутые объемы и работающих под избыточным давлением, разрушение производится либо только гидравлическим давлением, либо в сочетании с нагружением силовоз-будитслями, как это делается при контрольно-выборочных испытаниях топливных баков несущей конструкции. Испытания проводятся в бро-некамерах или в специальных боксах, дополнительно оборудованных системой силовозбудителей.
Изделия с разомкнутым объемом нагружаются силовозбудителями в специальных лабораториях.
Вибрационные испытания являются одним из самых распространенных видов динамических испытаний. Для емкостей эти испытания являются обязательными на всех стадиях испытаний, кроме приемо-сдаточных. Важность этих испытаний определяется тем, что ракеты-носители на всех стадиях эксплуатации подвергаются вибрационному воздействию в широком спектре частот.
Целью виброиспытаний является проверка вибропрjчности – сохранения работоспособности изделия после воздействия заданных вибраций в течение определенного времени – и виброустойчивости – правильного функционирования отдельных устройств и элементов изделий в условиях действующих вибраций. После виброиспытаний должны проводиться испытания на прочность и герметичность.
Ударные испытания являются одним из видов динамических испытаний и проводятся на некоторых этапах, кроме приемосдаточных испытаний, при отработке конструкции ряда сборочных единиц, например емкостей. Они выполняются на специальных стендах или сбросом с заданной высоты на поверхность, характеризующуюся заданными упругими характеристиками.
Заключительные испытания. Процесс изготовления ракеты заканчивается стендовыми горизонтальными электрическими испытаниями, имитирующими полет ракеты.
Ступени и космический аппарат в несостыкованнtм состоянии устанавливают в бандажах на монтажно-стыковочные тележки. Удаляют технологические заглушки с электрических колодок ступеней и космического аппарата. К штепсельным разъемам ракеты подсоединяют технологические кабели, которые соединены с пультом управления испытаниями. После этого производится электрическая стыковка ступеней, и аппарата.
В ЭВМ пульта управления вводят прогhамму полета ракеты и выхода на орбиту космического аппарата. Программа полета ракеты, имитируя процессы, происходящие на борту ракеты во время полета и тестовые внешние возмущения ведет диалог с электрической системой ракеты во времени и проверяет работу автоматики, органов управления и целостность электрических цепей.
На органы управления первой ступени с пульта подается команда предварительного наддува. Проверяется срабатывание электропневмоклапанов системы предварительного наддува во времени и целостность основных и дублирующих электрических цепей.
При условном пуске ракеты срабатывают системы включения двигательной установки и основного наддува.
Проверяется время условного выхода двигательной установки в режим и отрыва от пускового наддува.
В конце работы первой ступени подается команда выключения системы основного наддува. По истечении определенного времени выключается двигательная установка первой ступени, срабатывают цепи подрыва разрывных болтов, соединяющих ступени, включается система отвода первой ступени. Включается двигательная установка и система наддува второй ступени.
Аналогично проверяется работоспособность электрических цепей и органов управления второй ступени и вывода космического аппарата на орбиту.
Пульт управления испытаниями выдает характеристики работоспособности электрических цепей ракеты во времени, нарушения времени прохождения команд и срабатывания автоматики на борту ракеты, если таковые имеются.
При обнаружении нарушений производится дефектация этих узлов и электрических цепей, устранение нарушений и повторные испытания в полном объеме.
При отсутствии нарушений от борта ракеты отстыковываются технологические кабели. Штепсельные разъемы на ракете закрываются технологическими заглушками. Заглушки пломбируются. Оформляется сопроводительная документация, подтверждающая работоспособность ракеты. Ракета подается на погрузку.
Вышеуказанные стендовые испытания проводятся перед пуском ракеты на полигоне.
|
|
|
|
