|
|
|
|
|
|
|
|
|
Джур Е.А.;Вдовин С.И.;Кучма Л.Д.;Найденов В.А.;Николенко Е.Ю.
Издательство ДГУ 1992
|





ГЛАВА 4 Теплозащитные покрытия (ТЗП) служат для обеспечения надежной работы силовых элементов конструкции в заданном температурном режиме. Вопросы практической реализации методов тепловой защиты относятся к важнейшим принципиальным вопросам как конструирования элементов ракеты, так и их изготовления. Задачи, решаемые ТЗП, включают защиту конструкции ракеты от аэродинамического нагрева, воздействия горячей газовой струи и др. Рабочая температура несущей конструкции ракеты не должна превышать 150°С, в то время как за счет аэродинамического нагрева температура на внешней поверхности головных частей ракеты значительно превышает температуру плавления всех известных веществ, а температура газов в камере сгорания достигает 2500...3000°С. 4.1. МЕТОДЫ ТЕПЛОВОЙ ЗАЩИТЫ К основным методам тепловой защиты принадлежат:
Емкостный метод тепловой защиты основан на свойствах материалов поглощать и накапливать тепло. При этом материалы работают при температурах ниже их точки плавления. Максимальное количество тепла, которое может поглотить такая система, определяется выражением 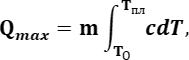
где m – масса вещества ТЗП; c – теплоемкость ТЗП; TО – начальная температура; Тпл – температура плавления вещества ТЗП. Эффективность данного метода тем выше, чем больше теплоемкость материала и температура плавления. Материалы, используемые в качестве поглотителей тепла, приведены в табл. 4.1. Таблица 4.1 Свойства теплозащитных материалов
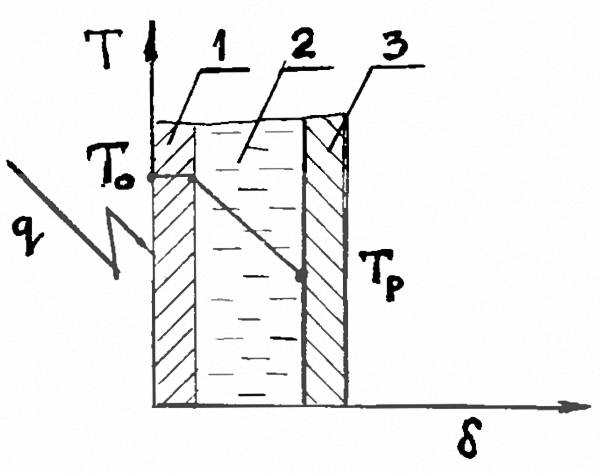
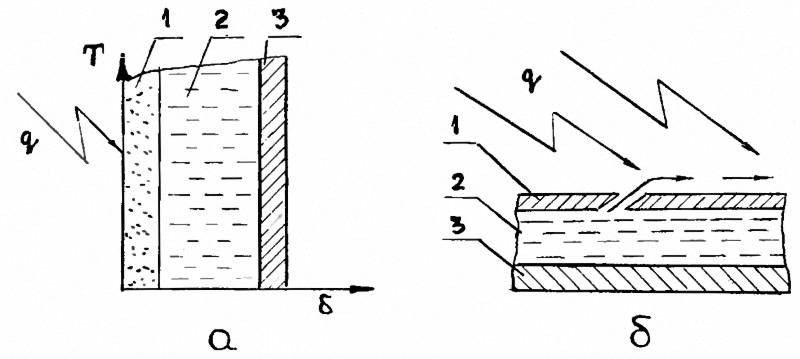
Емкостной метод используют при кратковременном воздействии теплового потока конструкцию и при небольшом тепловом потоке (менее 2,5•105Вт/м2). Защита может производиться путем нанесения тонкослойных покрытий. Применяется для защиты сухих отсеков. Материалы для теплоизоляционной защиты должны обладать малой теплоемкостью и малой теплопроводимостью. Метод используют при небольшом тепловом потоке. Наиболее пригодны для этих целей такие материалы, как пенопласт, стекловата, стеклоткань. Метод теплопоглощающих экранов основан на использовании теплопоглощающих и теплоизоляционных материалов (рис. 4.1). Тепловой поток (q) аккумулируется теплопоглощающим экраном (1) и изолируется слоем (2), имеющим низкую теплопроводность, защищая при этом несущую конструкцию (3). Метод используется для защиты днища топливного бака, стенок хвостового отсека. Конвективное охлаждение заключается в том, что тепло, воспринимаемое обогреваемой оболочкой (1), передается охлаждающей жидкости (2) или газу (рис. 4.2). Тепло, поступающее извне, аккумулируется охладителем. Охладитель должен постоянно подводиться к стенкам конструкции (3) с исходной температурой Т0. Расход охладителя R можно определить из соотношения
|
|
|
||||||
| Рис. 4.1. Схема работы теплопоглощающего экрана: 1 – теплопоглощающий экран; 2 – изолирующий слой; 3 – стенка защищаемой конструкции; ТО – температура внешней поверхности; ТР – рабочая температура конструкции; δ – толщина экрана | Рис. 4.2. Схема конвективного охлаждения: 1 – обогреваемая оболочка; 2 – охлаждающая жидкость; 3 – стенка защищаемой конструкции |
| ||
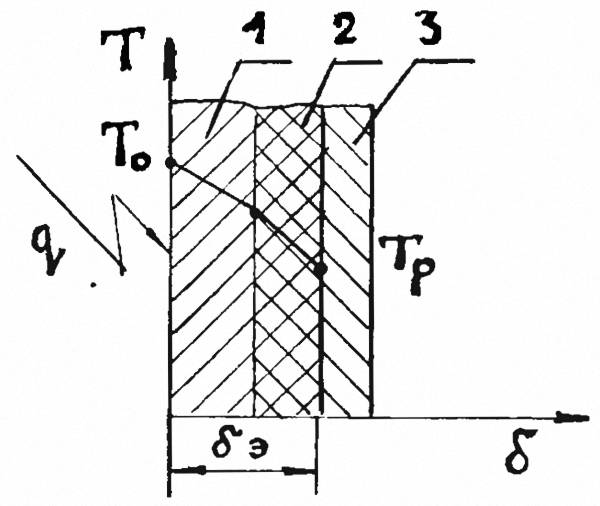
| Рис. 4.3. Схема испарительного (а) и заградительного (б) охлаждений: 1 – перфорированная оболочка; 2 – охладитель; 3 – защищаемая конструкция |
Массообменный метод охлаждения может быть реализован в виде испарительного или заградительного (пленочного) охлаждения.
Наиболее эффективным способом использования массообмена является испарительное охлаждение (рис. 4.3). Охладитель (2) под определенным давлением подается в межстеночное пространство и через поры (микроотверстия) перфорированной оболочки (1) проникает в пограничный слой. Проходя через поры, охладитель отбирает тепло от нагреваемой оболочки, а выйдя на поверхность, снижает интенсивность теплообмена между горячим газом и стенкой. Если охлаждающий агент – жидкость, то при ее испарении поглощается скрытая теплота фазового перехода.
Расход охладителя рассчитывают в зависимости от количества тепла, которое необходимо поглотить.
Одной из разновидностей пористого охлаждения является так называемое самоохлаждение. Примером может служить использование вкладышей сопел камер сгорания из пористого вольфрама. Поры пропитываются охладителем (серебро, медь, цинк, гидрид лития). Температура стенки сопла превышает рабочую температуру неохлаждае-мого вольфрама, исполнитель испаряется, поглощая тепло.
При заградительном охлаждении защищаемая стенка изолируется от горячего потока слоем (пленкой) холодного газа. Пленочное охлаждение используют обычно как дополнительное средство защиты стенок камер сгорания и сопел ЖРД.
Свойства некоторых охладителей представлены в табл. 4.2, где Ср – теплоемкость газа при постоянном давлении.
Таблица 4.2
Теплофизические свойства охладителя
| Вещество | Молекуля- рная масса |
CP, кДж (кгК) 370 К |
Вещество | Молекуляр- ная масса |
СP, кДж (кгК) 370 К |
| Водород | 2 | 14,45 | Воздух | 29 | 1,00 |
| Гелий | 4 | 5,20 | Метиловый спирт | 32 | 1,72 |
| Вода (пар) | 18 | 2,14 | Аргон | 40 | 0.52 |
| Аммиак | 17 | 2,22 | Двуокись углерода | 44 | 0,91 |
| Азот | 27 | 1,03 | Глицерин | 92 | 2,40 |
Радиационное охлаждение использует способность нагретой поверхности излучать тепло. Излучаемый поток
где ε – интегральная степень черноты; σ – постоянная Стефана-Больцмана; Tст – температура стенки, K.
В основе метода заложен принцип равенства подведенного теплового потока qО и излучаемого qизл. Температура поверхности, при которой достигается это равенство, называется равновесной и может быть выражена с помощью соотношения
При этом предполагается, что теплоотвод внутрь покрытия равен нулю. Максимальный тепловой поток, который может быть снят с поверхности методом радиационного охлаждения, ограничивается следующей величиной:
где Tразр – температура разрушения данного типа покрытия.
Для внешних покрытий радиационного типа (радиационные экраны) могут быть использованы тугоплавкие металлы (ниобий, вольфрам; молибден, тантал) и их сплавы с рабочей температурой 2400...3300°С, а также керамические материалы (окись алюминия, двуокись циркония, силикат алюминия 2Al2O3•2SiO) с рабочей температурой до 1650°С.
| ||
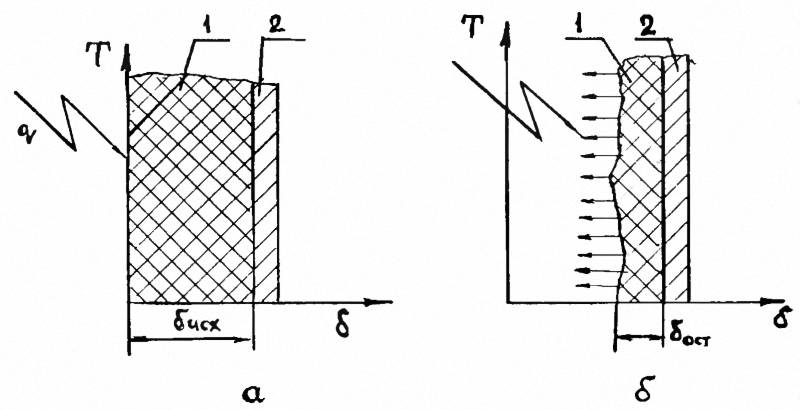
| Рис. 4.4. Схема функционирования ТЗП абляционного типа: а – исходное положение; δ – унос части ТЗП; 1 – ТЗП; 2 – несущая конструкция; δисх – исходная толщина ТЗП; δост – остаточная толщина |
К радиационному типу относят также покрытия, предназначенные для защиты конструкции от воздействия солнечных лучей путем их отражения. Покрытие состоит из чередующихся слоев фольги или пленок с зеркальной поверхностью и определенным зазором между ними.
Разрушающиеся ТЗП (системы) характеризуются потерей поверхностного слоя ради сохранения благоприятного теплового режима защищаемой конструкции. Разрушение поверхностного слоя происходит в результате различных физико-химических превращений под воздействием подводимых к поверхности тепловых потоков, а разрушение покрытия (потеря массы) – за счет сублимации (фторопласт, фторлон, полиэтилен и др.), плавления (стеклотекстолит, асботекстолит), химических реакций (образование кокса – графит, текстолит и др.).
К разрушающимся относят абляционные ТЗП. Абляционная защита основана на массо- и теплоуносе с нагретой поверхности. При нагреве в материале реализуется скрытая теплота плавления, испарения (сублимация), происходят физико-химические реакции под воздействием теплового потока. Все эти процессы сопровождаются большим поглощением тепла, газовыделением, блокированием теплового потока и сдувом (уносом) пограничного слоя. Происходит уменьшение толщины ТЗП (рис. 4.4).
Использование разрушающихся теплозащитных систем имеет существенное преимущество по весовым и технологическим характеристикам перед другими методами тепловой защиты при мощных тепловых потоках. Абляционные ТЗП применяют для защиты головных обтекателей приборных отсеков.
4.2. КЛАССИФИКАЦИЯ ВИДОВ ТЗП
![]()
ТЗП разделяют по месту расположения: внешние и внутренние; по структурному составу – гомогенные, порошковые, ворсовые, армированные; по назначению: теплоизолирующие, радиопрозрачные, эрозионно стойкие и др.
Теплоизолирующие покрытия (ТИП) применяются для защиты конструкции на активном участке траектории, а также для защиты от теплового потбка, исходящего от деталей двигателя, нагретых горячими газами. Рабочая температура – до 1500°С.
Материалами защиты служат пенопласт, пеностекло, пенокорунд, стеклоткань, стекловата. Тонкие теплоизолирующие покрытия толщиной 1–2 мм содержат в качестве наполнителя древесную муку, связующее – искусственные смолы. Наносятся на поверхность в виде пасты или эмульсии.
Пенопласт, пеностекло, выполненные в виде отдельных элементов по форме защищаемой поверхности, наклеивают на поверхность. Из стеклоткани, стекловаты можно изготавливать маты, размещаемые в зоне теплового потока.
ТИП используют для защиты хвостовых и приборных отсеков, крышек люков, днищ баков и др.
К ТИП относят экранно-вакуумные теплоизолирующие покрытия (ЭВТИ), применяемые как внешняя изоляция спускаемых аппаратов, отдельных блоков и отсеков. ЭВТИ состоит из ряда тонких листов (экранов), обладающих высокой отражательной способностью, между которыми размещены прокладки- из материалов с низкой теплопроводностью. В полете между экранами создается вакуум. В качестве экранов используют металлическую фольгу (алюминий, никель, титан и др.) толщиной 0,01...0,20 мм или органические (лавсановые, полиимидные и др.) пленки с односторонним или двусторонним отражающим покрытием (алюминий, золото и др.). Низкотеплопроводные прокладки изготавливают из стеклоткани, вуали – из легкой прозрачной ткани, сетки.
В зависимости от использованных материалов ЭВТИ могут работать в диапазоне температур от 200 до 1000°С.
Радиопрозрачные теплозащитные покрытия обеспечивают функцию тепловой защиты и нормальную работу радиоприемных и передающих устройств. В основном это стеклопластики со связующим на основе фосфорной кислоты. Покрытие наносят на различные обтекатели и крышки.
Эрозионно стойкие покрытия предназначены для защиты конструкции от воздействия горячих газов, содержащих твердые частицы. Используют для защиты элементов конструкции двигателя, главным образом соплового блока. Применяются высокоэластичные (на основе каучуков) покрытия, армированные теплостойкими материалами.
В качестве связующего используют блок полимеров на основе фенольно-формальдегидных, фенольно-фурфурольных смол и нитридного каучука. Армирующими элементами служат угольные, углевольфрамовые ткани, сетки, минеральные или органические наполнители.
К покрытиям общего назначения относят толстослойные ТЗП абляционного типа. Они обычно представляют собой композиционные материалы. В качестве связующего используют различные синтетические смолы, чаще всего фенольно-формальдегидные (бакелит) и эпоксидные. Наполнители могут быть тканями (асбестовая ткань, кремнеземная, кварцевая, угольная, графитизированная, капрон, лавсан, полипропилен и др.), волокнистыми (разрыхленные волокна тех же материалов, стекловата), порошковыми (тугоплавкие •окислы, карбид, графит, нитриды, бориды, древесная мука, двуокись кремния, двуокись циркония, силикат).
На защищаемую несущую оболочку слой ТЗП наносят с таким расчетом, чтобы после уноса основной части покрытия при спаде мощности теплового потока на оболочке оставалась гарантированная толщина слоя, обеспечивающая тепловую защиту в качестве ТИП.
В общем случае толщина уносимого ТЗП
где q – тепловой поток; τ – время воздействия теплового потока; γ – плотность материала ТЗП; Нэф – эффективная энтальпия.
Общая толщина слоя ТЗП δ = δР + δ', где δ' – толщина ТИП, гарантирующая работоспособность конструкции. Практически толщину ТЗП определяют с помощью полуэмпирических формул, например

где Q – интегральный тепловой поток.
Для правильного определения потребной толщины ТЗП необходимо иметь достаточные сведения о тепловом потоке, влиянии его на тепловые режимы конструкции и соотнести их с уносом проектируемого ТЗП.
4.3. ТЕХНОЛОГИЯ НАНЕСЕНИЯ ТЗП
![]()
4.3.1. Требования, предъявляемые к ТЗП и технологии его нанесения
Требования к ТЗП включают:
- малую плотность;
- малую теплопроводность;
- большую теплоемкость;
- большую эффективную энтальпию разрушения – количество тепла, необходимое для уноса единицы массы материала;
- хорошее газовыделение;
- требуемую прочность и жаропрочность;
- равномерный унос ТЗП со всей поверхности;
- отсутствие коррозионной агрессии по отношению к контактируемой конструкции;
- хорошую технологичность;
- нетоксичность при изготовлении.
Универсального материала, отвечающего всему комплексу требований, нет. Поэтому для защиты конструкции применяют разнообразные покрытия и их комбинации, наиболее полно удовлетворяющие определенным требованиям, которые заключаются в обеспечении постоянства состава ТЗП по всей поверхности, постоянства плотности материала, в исключении образования несплошностей и непроклеев, в возможности использования механизации и автоматизации при нанесении ТЗП.
4.3.2. Методы нанесения и способы формообразования ТЗП
Покрытия наносят непосредственно на защищаемую конструкцию или на технологическую оправку с последующим отделением отформованного ТЗП от оправки и склеиванием с поверхностью конструкции. Раздельное нанесение применяют в случае нежесткой конструкции.
Формообразовние ТЗП может выполняться вручную, прессованием, выкладкой, намоткой. Вручную тонкослойное покрытие наносят шпателем или пульверизатором в зависимости от консистенции состава, а также наклеивают на поверхность предварительно отформованные ТИП из пенопласта, пеностекла.
Прессование применяют при изготовлении элементов ТЗП, закрепляемых в дальнейшем на защищаемую конструкцию. Процесс изготовления ТЗП прессованием во многом аналогичен получению этим способом конструкционных композиционных деталей.
Основные технологические операции нанесения ТИП на основе пенопласта включают подготовку поверхности конструкции, подготовку исходных материалов, нанесение двух слоев клея на поверхность конструкции, пенопласта и облицовочной ткани с промежуточной сушкой в течение 20 мин, приклейку заготовок пенопласта через 3...5 мин после нанесения второго слоя клея, сушку в течение 24 ч и контроль качества ТИП.
Теплоизолирующий слой наносят путем распыления суспензии с последующей сушкой в течение 16 ч при температуре 150...170°С. Суспензия может состоять, например, из смеси древесной муки и бакелитового лака БК-2. Толщина покрытия до 4 мм. Снаружи слой армируют стеклосеткой.
Процесс изготовления экранно-вакуумной теплоизоляции состоит из следующих основных операций: подготовка исходных материалов – экранов, тканей прокладок и др.; формование экранов; сборка экранов; выкройка пакетов по шаблону; сварка слоев пакета; перфорирование его; сшивание матов.
При подготовке исходных материалов контролируют коэффициент отражения поверхности алюминиевой фольги или зеркальной пленки. Для образования рифлений экраны формуют на вакуумно-формовочной машине с предварительно нагретой формовочной плитой до температуры 300...350°С. Вакуумирование необходимо для предотвращения снижения отражающих свойств поверхности фольги в результате возможного окисления при нагреве. Для пленки создается вакуум 650•102 Па и 130•102 Па – для фольги. Выдержка в течение 1 мин при температуре 140 и 170°С для пленки и фольги соответственно. Слои фольги сваривают ультразвуком в пакеты. Количество экранов в мате – от 20 до 50.
Основные операции при раздельном формовании ТЗП выкладкой:
- подготовка наполнителей и связующего;
- раскрой ткани и пошив заготовок;
- пропитка тканей и заготовок;
- подготовка оправки;
- выкладка заготовок на оправку;
- отверждение;
- контроль качества;
- освобождение покрытия от оправки;
- подготовка поверхности корпуса;
- приготовление клея;
- нанесение клея на корпус, сушка;
- нанесение эластичного подслоя на корпус, сушка;
- нанесение клея на корпус;
- склеивание ТЗП с корпусом, сушка;
- мехобработка;
- контроль качества.
При подготовке материалов ткань подвергается сушке, связующее перемешивается и доводится до необходимой консистенции. Ткань может раскраиваться и сшиваться в виде чехлов по форме внешней поверхности конструкции. Пропитка тканей может выполняться до их раскроя с использованием специальной пропиточной машины типа МПТ-3. Качество пропитки проверяется на содержание смолы (30...55%) и летучих веществ (З...16%). Пропитка сложных заготовок может выполняться вручную или механизированным способом. Механизированная пропитка осуществляется на вакуумно-автоклавной установке.
Подготовка поверхности корпуса заключается в пескоструйной обработке (или обработке шлифовальной шкуркой) с последующим обезжириванием. Отверждение покрытия производится в термошкафах при температуре 140...160°С.
Технологический процесс намотки ТЗП на корпус включает следующие операции:
- подготовка поверхности корпуса;
- нанесение клеевого подслоя;
- нанесение эластичного подслоя;
- намотка ленты;
- разогрев поверхности;
- прикатка ленты роликом;
- отверждение;
- мехобработка;
- контроль качества ТЗП.
Нанесение клеевого подслоя может осуществляться путем намотки пленочного клея типа ВК-3. Обычно применяют асботекстолитовую ленту типа АТ-1. Намотка производится на станке с программным управлением типа СПН-1. Набор программ осуществляется с помощью штеккеров в шкафу управления. Намотка выполняется в автоматическом режиме со скоростью от 2 до 10 об/мин. Отверждение производится путем инфракрасного облучения вращающегося на станке корпуса. Нагрев осуществляется до температуры 135+5°С при скорости вращения порядка 4 об/мин. Выдержка 15...20 мин на 1 мм толщины покрытия. Отверждение может происходить в печах аэродинамического нагрева или рецикулярных потерь, работающих без использования специальных нагревателей.
Контроль качества обычно состоит:
- из контроля плотности ТЗП путем обмера и взвешивания;
- контроля геометрии: основные размеры, толщина покрытия;
- контроля сплошности (непроклей, расслоение) с использованием ультразвука, радиометрии и других методов неразрушающего контроля;
- определения содержания связующего методом спекания при температуре порядка 1000 С;
- проверки степени отверждения: полимеризация должна быть не менее 93...95%;
- контроля механических свойств: прочность на растяжение, изгиб, сжатие и др.
|
|
|
|
