|
|
|
|
|
|
|
|
|
Джур Е.А.;Вдовин С.И.;Кучма Л.Д.;Найденов В.А.;Николенко Е.Ю.
Издательство ДГУ 1992
|





ГЛАВА 3 3.1. ХАРАКТЕРИСТИКА КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ Бурное развитие современной техники потребовало применения материалов, обладающих высокой прочностью, жаростойкостью и жаропрочностью, малой плотностью, высокой надежностью и экономичностью. Наука имеет немало достижений в улучшении характеристик традиционных материалов – сталей, алюминиевых сплавов, титана. Прочность новых марок сталей достигает 2000...2500 МПа, что почти в 15 раз выше прочности железа, а прочность алюминиевых сплавов (700...800 МПа) в 10–12 раз превышает прочность алюминия. И все же эги материалы не могут удовлетворить потребности отраслей машиностроения. Вместе с тем хорошо известно, что теоретическая прочность кристаллических тел может достигать десятки тысяч МПа (примерно 10% от модуля упругости), реализовать которую можно только в тонких сечениях – «усах», волокнах, проволоках. Поиски необходимых материалов и возможностей их использования привели к созданию принципиально новых конструкционных материалов – композиционных материалов (КМ). КМ неоднородны, состоят из компонентов – составляющих, обладающих лучшими конструкционными качествами различных составляющих. Каждый компонент КМ выполняет определенные функции в создании комплексных свойств материала. КМ создаются целенаправленно, т. е. применительно к конкретной технике, к выполнению определенных функций в виде деталей и узлов машин. Поэтому в каждом КМ закладываются заранее все необходимые свойства, обеспечивающие соответствие элементов конструкции требуемым условиям. Следовательно, КМ разрабатываются не только как исходный материал, а главным образом как материал конкретной детали, конкретного узла, агрегата. При создании КМ обычно одновременно изготавливаются элементы конструкции машины. Таким образом, проектирование изделия из КМ и технология создания этого материала неотделимы друг от друга. КМ могут быть неметаллическими, металлическими и смешанными. Технология их изготовления и переработки в детали и узлы может существенно отличаться как из-за сильно различающихся по химическим, физическим и механическим свойствам компонентов, так и в связи с разнообразием задач, ставящихся перед изделиями из КМ. Технология создания КМ продолжает интенсивно развиваться: появляются материалы с новыми сочетаниями составляющих и их геометрических форм, с новыми свойствами. Поскольку механические, физические и химические свойства составляющих сильно различаются, а особенности структуры КМ обусловливают резкую анизотропию механических свойств, то характеристики КМ можно изменить более чем на порядок, варьируя параметры внутренней структуры. Это создает широкие возможности для проектирования изделий из КМ. К настоящему времени выполнен большой объем исследований, разработаны вопросы физико-химической теории взаимодействия армирующих и матричных материалов, а также технология ряда волокнистых материалов с полимерными, металлическими, углеродными и керамическими матрицами, упрочненных борными, углеродными и металлическими волокнами. Организовано промышленное производство различных армирующих волокон, связующих смол, а также изготовление полуфабрикатов КМ на металлической основе. Основными особенностями КМ являются:
Сравнительные относительные характеристики основных механических свойств некоторых традиционных металлов и КМ представлены в табл. 3.1. Таблица 3.1 Механические свойства конструкционных материалов
Главным достоинством КМ является возможность создания материалов и элементов конструкции с заранее заданными свойствами, наиболее полно отвечающими характеру и условиям работы деталей и конструкции в целом. Изделия из КМ могут обладать комплексом конструкционных и специальных свойств, практически недостижимых при использовании традиционных материалов. Указанные особенности позволяют уменьшить массу конструкции по сравнению с конструкцией из традиционных материалов на 20...40%, повысить теплостойкость конструкции, ее надежность и упростить технологию изготовления, снизить трудоемкость и расход энергии при изготовлении элементов летательных аппаратов. КМ включают в себя обычно два основных компонента: армирующий компонент – наполнитель и связующий компонент – матрицу. Армирующий компонент (наполнитель) воспринимает основные эксплуатационные нагрузки. Матрица (связующее) обеспечивает определенную прочность связей с наполнителями, передает напряжения отдельным волокнам и воспринимает напряжения, действующие в направлении, отличном от ориентации волокон. КМ классифицируют по материалу матрицы и армирующих элементов, геометрии и структуре компонентов, методу получения. Общее название КМ, как правило, происходит от материала матрицы. КМ с полимерной матрицей называют полимерными композиционными материалами (ПКМ), с металлической матрицей – металлическими композиционными материалами (МКМ). Наибольшее распространение в ответственных конструкциях получили волокнистые композиционные материалы, состоящие из разнородных по форме, свойствам и назначению материалов: тонких волокон, определенным образом размещенных в связующем компоненте, который объединяет их в монолит. Механические свойства таких КМ определяются свойствами упрочняющих волокон, их ориентацией и содержанием в композите. В настоящее время для армирования используют стеклянные, углеродные, борные и органические волокна, проволоку из стали, вольфрамовых и молибденовых сплавов, а также непрерывные волокна и нитевидные кристаллы из керамических материалов: окислов, карбидов, нитридов, боридов и др. (табл. 3.2). Прочностные свойства связующих (матриц) значительно ниже. Таблица 3.2 Свойства армирующих материалов
В связи с особенностью основных компонентов для КМ характерно различие механических, физических и химических свойств в зависимости от объемной доли составляющих. Для оценки основных прочностных характеристик волокнистых КМ при одноосном растяжении используют следующие зависимости: |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||
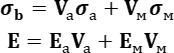
| Рис. 3.1. Зависимость прочности нити σb от величины диаметра d |
Особенности КМ на основе полимеров обусловливают характерные закономерности их свойств, в том числе механическую прочность, которая не является постоянной величиной. Разрушение может происходить непрерывно при различных нагрузках со скоростью, вызванной величиной приложенного напряжения. Под действием относительно малых напряжений разрушения накапливаются медленно, а при высоких напряжениях – значительно быстрее. В этом случае долговечность материала определяется по закону временной прочности, т. е. если в конструкции из полимера действовало напряжение σ в течение периода времени Δt1, то на основании необратимости процесса разрушения можно считать, что относительное уменьшение долговечности конструкции Δt1/τ, где τ – исходная долговечность полимера. В течение следующего периода действия той же нагрузки произойдет уменьшение долговечности на Δt2/τ и т. д.
Работоспособность конструкции (долговечность) будет исчерпана тогда, когда сумма относительных уменьшений долговечности станет равной единице:
Разрушение полимеров может происходить не только за счет механического воздействия, но и в значительной степени за счет теплового движения, разъединяющего элементы структуры, при этом деформирующая сила способствует этому процессу и фиксирует его В определенном направлении.
Кроме того, свойства полимерных композиций с течением времени изменяются под действием внешней среды (света, кислорода, влаги и т. д.). Такой процесс накопления разрушительных изменений полимера называют старением. Старение связано с распадом полимолекул (деструкцией) и реакцией разорванных цепей (свободных радикалов) с кислородом воздуха.
Таким образом, ослабление полимера, снижение его механических характеристик представляет собой процесс, развивающийся во времени. Время работы конструкции из полимера до разрушения или до заданного уровня прочности зависит от действующей нагрузки, температуры и других факторов.
Прочность полимеров зависит также от степени полимеризации, т. е. от степени превращения первичных молекул связующего мономера в сложные полимерные молекулы. Прочность полимера в полной мере реализуется при определенном содержании остаточного мономера (менее 2...6%).
3.2. ПОЛИМЕРНЫЕ КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ
![]()
Полимерные композиционные материалы (ПКМ) реализуют в конструкциях в виде стеклопластиков, органопластиков, углеродных материалов и других КМ.
Стеклопластики (СП) – конструкционные КМ, армирующим компонентом которых является стекловолокно бесщелочного или малощелочного состава, используемое в виде тканей, лент, жгутов и других видов текстильной переработки. Матрицей стеклопластика служат различные полимерные композиции.
Исходными материалами для получения стекловолокна являются глинозем (Al2O3), кремнезем (SiO2), окись кальция (CaO), окись магния (MgO), борный ангидрид (В2О3), специальные добавки. Состав стекла определяет как физико-механические свойства стекловолокна, так и способ, условия формования и область их применения. Например, Е – стекло содержит Al2O3 – 14,4%, SiO2 – 54,4%, MgO – 8%, CaO – 17,5%.
Высокопрочные, высокомодульные стекловолокна получают из бесщелочных алюмоборосиликатных, магнийалюмосиликатных и литийтитаноалюмосиликатных стекол.
Основные стадии получения стекловолокна:
- размельчение и смешивание компонентов;
- плавление, получение полуфабрикатов;
- засыпка полуфабриката в плавильные формы (лодочки), плавление;
- вытягивание или выдувание непрерывных нитей;
- замасливание или аппретирование;
- намотка волокон на бобину.
После размельчения, смешивания компонентов и последующего плавления в плавильных агрегатах получают полуфабрикаты: стеклянные шарики или штабики (короткие стержни) диаметром примерно 20 мм. Полуфабрикат насыпают в плавильные лодочки и помещают в печи. В донной части лодочек имеется система фильер – калиброванных отверстий диаметром 0,006...0,150 мм.
Полуфабрикат плавится при температуре 1200...1400°С. Из стекломассы вытягивают или выдувают через фильеры непрерывные нити, которые образуют волокна – пряди. Скорость вытягивания примерно 2000 м/мин. В прядях обычно 51, 102 или 204 нити. Прядь протягивают через ванну с замасливателем или аппретом, отжимают излишки жидкости и наматывают на бобину.
Замасливание производится в целях предотвращения слипания нитей, а также для придания волокну гибкости и уменьшения трения нитей между собой. Замасливатель обычно состоит из легкоплавких воскоподобных веществ, эмульсии крахмала, минерального масла. Однако замасливатель снижает адгезию волокна, поэтому перед пропиткой армирующего материала связующим замасливающее вещество подлежит удалению с поверхности волокна при помощи органических растворителей или термообработкой (прокалкой) при температуре 200...450°С.
Аппретирование – процесс, в результате которого улучшается связь (адгезия) между стекловолокном и полимерной матрицей, а также предотвращается истирающее действие нитей в волокнах. Тип аппрета зависит от состава стекловолокна и связующего. В качестве аппрета применяют кремнийорганические и металлоорганические соединения (метакриловый хромовохлоридный комплекс, силановые соединения и др.).
Механические свойства стекловолокна:
σb до 3500...4500/6000/ МПа; Е = /7,3...9,5/ • 104 МПа = 73...95 ГПа; γ = 2,58 г/см3; δ = 4,8%; Тпл = 950°С.
Высокотемпературное волокно при t = 770°С – σb = 1300 МПа, при 1100°С – σb > 700 МПа.
В качестве матриц (связующих) в стеклопластиках используют полиэфирные, эпоксидные, фенольно-формальдегидные, фенольнофурфурольные, силиконовые, полиамидные и другие смолы и их композиции.
Полиэфирные смолы – продукты поликонденсации бикарбоновых кислот с двухатомными спиртами – применяют в процессе изготовления конструкций, работающих при невысоких температурах и давлениях. Характерной особенностью их является способность к полимеризации с помощью катализаторов и ускорителей без нагрева и давления. Усадка составляет 5...8%. Температура деструкции примерно 120°С (модифицированной смолы – 250°С). Полиэфирные смолы относятся к материалам повышенной токсичности и пожароопасности.
Из КМ с полиэфирной матрицей изготавливают радиопрозрачные обтекатели, т. к. они обладают низкой диэлектрической постоянной, а также крупногабаритные оболочки и узлы в случае затруднения их отверждения при повышенных температурах со связующим из других смол.
Промышленные марки полиэфирных смол: ПН-1, ПН-3, ПН-11, НПС-009 и др.
Эпоксидные смолы (ЭС) – олигомеры или полимеры, содержащие в молекуле не менее двух эпоксидных или глицидиловых групп. Существует большое разнообразие эпоксидных смол: эпоксидно-диановые, эпоксидно-волачные на основе многоатомных фенолов и др. Эпоксидные. смолы обладают высокой смачивающей способностью и адгезией, малой объемной усадкой при отверждении (2...8%), хорошей совмещаемостью с другими смолами, химической стойкостью. ЭС могут отверждаться как в холодном, так и в горячем состоянии (80...120°С), в процессе отверждения не выделяют воду и летучие вещества, что обусловливает применение низких давлений (до 0,7 МПа).
ЭС недостаточно термостойки (120...170°С) и чувствительны к колебаниям влажности. При модифицировании (фенольно-формальдегидными смолами, кремнийорганическими соединениями и др.) термостойкость ЭС повышается до 300°С.
Промышленность выпускает несколько видов эпоксидных связующих: эпоксидно-диановые ЭД-10, ЭД-14, ЭД-16 и др.; эпоксиноволачные ЭН-6, 5Н и др.; циклоалифатичные УП-612, УП-672 и др.
Фснольно-формальдегидные, фенольно-фурфурольные смолы (ФФС) – производные поликонденсации фенолов с альдегидами: формальдегидом, фурфуролом и др. ФФС обладают удовлетворительной теплостойкостью (до 260°С, кратковременно – до 2400°С), механической прочностью и относительно хорошей адгезией. В процессе отверждения ФФС выделяют большое количество летучих веществ, поэтому требуется повышенное давление (до 4 МПа). Объемная усадка 6...9%. Температура отверждения 140...200°С.
Силиконовые смолы – кремнийорганические полимеры. Рабочая температура до 260°С. Температура отверждения 200°С, объемная усадка 2...3%. Силиконовые смолы устойчивы к действию большинства кислот и щелочей. Существенно снижают свои механические свойства при низких температурах.
Полиимидные смолы (ПС) – циклоцепные гетероциклические полимеры – имеют высокие показатели теплостойкости и радиационной стойкости. Изделия из ПС могут работать длительное время до температуры 300°С, не меняя в основном своих физико-механических свойств. При отверждении не выделяют конденсат. ПС перспективны для создания высокотемпературных (260...370°С) КМ, устойчивых к радиационному излучению. Промышленность выпускает полиамидные связующие СП-1, СП-3, СП-6, СП-97 и др.
Полиамидные смолы – гетероцепные полимеры. В зависимости от химического свойства исходного сырья вырабатывают несколько типов полимеров из полиамидных смол: полиамид-68, капрон, найлон, фенилон и др. Одним из наиболее ценных качеств полиамидов является их стойкость к истирающим нагрузкам. Полиамиды не набухают и не растворяются в большинстве органических растворителей. Под нагрузкой полиамидные детали сохраняют форму до 50...65°С, без нагрузки – до 140...150°С. Усадка 0,6...1,0%.
Существенным недостатком полиамидов является их сравнительно низкая морозостойкость (-35...-45°С), отсутствие стойкости к растворам кислот и окислителей.
Прочность СП может реализовываться в довольно широких пределах в зависимости от свойств компонентов, их состояния, степени текстильной переработки армирующего составляющего и технологии переработки.
СП, содержащий 50% волокон Е – стекла с эпоксидной матрицей, при растяжении вдоль волокон имеет σb= 1660 МПа; Е = 6 • 104 МПа при плотности 2,07 г/см3.
В табл. 3.3 приведены механические свойства при растяжении СП с эпоксидно-фенольной (ЭФ32-301) и фенольно-фурфурольный (ФН) матрицей.
Таблица 3.3
Механические свойства матриц
| Показатели | Матрица | ||
| ЭФ 32-301 | ФН | ||
| σb, МПа | Основа | 408 | 350 |
| Уток | 225 | 195 | |
| E•104, МПа | Основа | 2,20 | 1,80 |
| Уток | 1,63 | 0,96 | |
Связующие на основе полибензимидазола позволяют изготавливать изделие, выдерживающее кратковременно температуру до 650°С.
Стеклопластики применяют для изготовления сильно нагруженных изделий, работающих в сухих и влажных средах при температурах до 350°С, а также обладающих высокими диэлектрическими свойствами и радиопрозрачностью.
Армирующими компонентами органопластиков (ОП) являются органические волокна в различной текстильной переработке. Промышленностью выпускаются различные виды полиамидных волокон (капрон, найлон, кевлар, фенилон); фторволокна (фторлон, полифен); полиэтилентерефталатные (лавсан), полиоксидиазольные (оксалон) и др.
Механические свойства органоволокна:
σb = 2500...3800 МПа; Е = 0,8 • 105...1,3 • 105 МПа; γ = 1,35-1,63 г/см ; δ =2,1%.
Большинство органических волокон обладает высокой стойкостью к агрессивным средам, радиационной стойкостью и теплостойкостью (до 350°С).
Органопластик на основе эпоксифенольных смол, армированный 60%-ными волокнами кевлар 49, имеет механические свойства при растяжении вдоль волокон:
при 20°С σb = 1900 МПа; Е = 8,7•104 МПа; γ = 1,37 г/см3; δ = 1,7%.
при 200°С σb = 1170 МПа.
Органопластики являются многофункциональными материалами, обладающими высокими теплоизоляционными, диэлектрическими и эрозионностойкими свойствами. Их плотность на 40% ниже плотности стеклопластиков.
В качестве арматуры в углепластиках (УП) используют жгуты, ткани или ленты из углеродных волокон (УВ). В качестве матрицы выступают различные полимерные композиции. УВ обладают высокой прочностью, жесткостью, теплостойкостью, выносливостью и усталостной прочностью. Графитизированные волокна становятся более прочными с повышением температуры.
Механические свойства УВ:
σb = 1700...3500 МПа; Е = 2,105...7•105 МПа; γ = 1,5...1,8/2/ г/см3; Тнл = 3650...4800°С.
УВ получают путем термической обработки волокнистых материалов на основе целлюлозы (например, вискозная нить), фенольных смол, полиакрилонитрильных композиций (пан-волокно) и др.
Процесс изготовления УВ состоит обычно их трех стадий:
- нагрев до температуры 200...300°С, выдержка;
- нагрев до температуры 1000...1500°С, выдержка (карбонизация);
- нагрев до 1500...3000°С, выдержка (графитизация).
После второй стадии обработки волокна содержат 80...90% углерода, а после третьей – 98...99%.
В зависимости от способа обработки УВ подразделяют на карбонизированные, содержащие до 90% углерода, угольные (углерод 91...98%), графитизированные (углерод более 99%).
Исходным материалом при графитизации служат, как правило, карбонизированные волокна. Процесс осуществляется или в вакууме, или в определенной среде (метан, азот, аргон, оксид углерода, водород и др.). Высокопрочные и высокомодульные УВ изготавливают в виде нитей, жгутов, лент. УВ средней прочности (σb = 500...1700 МПа) могут перерабатываться в ткани различных структур.
По величине коэффициента теплопроводности УВ приближаются к металлам. В соответствии со значением удельного объемного сопротивления карбонизированные волокна относятся в полупроводникам, а графитизированные УВ занимают промежуточное положение между полупроводниками и проводниками.
В инертной среде прочность и модуль упругости УВ практически не изменяются до температуры 1500...2000°С.
Поверхность углеродных волокнистых материалов предохраняется от окисления путем нанесения защитных покрытий из тугоплавких карбидов, оксидов, нитридов и пироуглерода.
Углепластик на основе циклоалифатической эпоксидной смолы, армированный 60%-ным УВ марки HTS, обладает вдоль волокон следующими механическими свойствами:
σb = 1650 МПа; Е = 1,24•105 МПа (3,6•105 МПа); δ =1,3%; γ = = 1,55 г/см3.
Углерод-углеродные КМ (УУ КМ) состоят из углеродных волокон и углеродной матрицы. УУ КМ отличаются высокими теплозащитными характеристиками, химической инертностью, стабильными прочностными свойствами при высоких температурах. Рабочая температура УУ КМ может достигать 4700°С.
Механические свойства УУ КМ:
Ϭb = 1600...1800 МПа при t = 20°С;
Ϭb = 1000 МПа при t = 2500°С;
Е = 3•104...7•104 МПа; γ = 1,3...1,5 г/см3.
Для получения УУ КМ используют в основном два метода:
- газофазное насыщение (пиролизный метод);
- пропитка смолой с последующей карбонизацией (метод карбонизации).
По первому методу углеродную ткань помещают в атмосферу метана. При температуре 900...1100°С метан разлагается на углерод и водород: CH4 = C + 2H2. Углерод осаждается на ткань (пиролиз).
По второму методу углеродную ткань пропитывают фенольноформальдегидной смолой с последующим отверждением под давлением при температуре 150°С. Науглероживание смолы (карбонизация) происходит в печах при температуре до 3000°С. Цикл пропитки, отверждения и карбонизации повторяется 2–3 раза. Метод карбонизации обеспечивает более высокие механические свойства КМ, чем пиролизный метод.
У боропластиков (БП) упрочняющей составляющей является бороволокно, связующей – эпоксидные смолы, гетероциклоцепные полиамиды и др.
Получают бороволокно (БВ) путем газофазного осаждения поликристаллического бора (из смеси тетрахлорида бора и водорода) на разогретую до температуры 1100...1200°С вольфрамовую проволоку диаметром 2...12,5 мкм.
Механические свойства БВ:
d = 90...150 мкм; γ = 2,35...2,63 г/см3; Ϭb до 3500 МПа; Е = - 4•105 МПа; Тпл, = 2300°С.
Наиболее важным свойством БВ является то, что прочность его практически не меняется в диапазоне температур от -20°С до +850°С. Волокно активно окисляется при температуре выше 425°С.
Для предотвращения окисления БВ покрывают слоем инертного вещества. БВ с нанесенным слоем карбида кремния толщиной 3–4 мкм называют борсиком. Борсик имеет лучшую совместимость с алюминиевой матрицей, чем волокна бора, более высокую прочность при повышенных температурах.
Промышленностью, наряду с моноволокнами БВ, выпускаются нетканые ленты, тканые материалы, а также комплексные жгуты, представляющие собой пучки непрерывных параллельно уложенных моноволокон бора, обмотанных вспомогательной нитью.
Сложность получения борных волокон обусловливает их высокую стоимость.
Боропласты на основе эпоксидных смол (эпоксиборопласты) при 50%-ном содержании бороволокна имеют следующие механические свойства:
при 20°С Ϭb = 2070 МПа; Е = 2•105 МПа; i = 1%; γ = 1,9 г/см3; при 185°С Ϭb = 1430 МПа.
Боропласты на основе гетероциклоцепных полиамидов применяются для конструирования элементов, работающих при температуре выше 300°С. Они используются для изготовления оболочек, силовых элементов конструкции, емкостей, рассчитанных для хранения газа под высоким давлением.
3.3. КМ С ОДНИМ ИЛИ ДВУМЯ МЕТАЛЛИЧЕСКИМИ КОМПОНЕНТАМИ
![]()
Композиционные материалы могут получаться с металлической матрицей неметаллическим армированием, с металлическим армированием при неметаллической матрице и с обеими металлическими компонентами.
КМ с металлической матрицей по своим физическим и механическим свойствам, а также способностью подвергаться традиционной для технологии металлов обработке сильно отличаются от КМ с полимерной матрицей. Достаточно высокая прочность и упругость, электро- и теплопроводность, износостойкость, формуемость, способность к термообработке и нанесению покрытий – таковы некоторые свойства, отличающие МКМ от ПКМ.
Переработка МКМ производится обычно в два этапа: первичная и вторичная. Методы первичного производства применяют для получения КМ в виде полуфабрикатов простой конфигурации, таких как многослойные листы, ленты, плиты, профили постоянного сечения. В дальнейшем эти полуфабрикаты могут быть использованы для получения более сложных элементов конструкций.
Методы первичного производства разделяют на три основные категории процессов: твердофазные, жидкофазные и процессы осаждения.
Твердофазные процессы включают горячее прессование, прокатку и сварку взрывом. Конечным продуктом реализации любого из этих видов обработки является многослойная фольга. В ходе процесса в результате твердофазной диффузии между соседними матричными фольгами формируется металлическая связь. К твердофазным относятся и процессы получения МКМ с использованием порошковой технологии.
К жидкофазным процессам относят пропитку арматуры жидким металлом и непрерывное литье. При использовании непрерывного литья волокна протягивают через расплав. Преимущества этого метода в его непрерывности, малом времени контактирования волокон с расплавами, высокой производительности и экономичности. Методы пропитки волокнистых каркасов позволяют получать изделия и полуфабрикаты лишь ограниченных размеров. Пропитка может осуществляться в вакууме или под давлением.
К процессам осаждения относят плазменное напыление, электролитическое осаждение и осаждение из паровой фазы.
Методы вторичного производства, в результате выполнения которых получают заготовки или изделия, включают формовку, соединение, обработку резанием и термическую обработку.
При формовке материал приобретает конфигурацию конечного изделия. Анизотропные свойства МКМ, высокая жесткость и низкая пластичность упрочняющих волокон существенно ограничивают их способность подвергаться формовке. Лучшие результаты дает формовка при повышенных температурах. Перспективной является формовка в режиме сверхпластичности.
Соединение МКМ вызывает определенные трудности из-за наличия легко повреждаемых волокон, а также более высоких требований к прочности соединения, диктуемых необходимостью полной реализации прочности КМ в сборке. Проблема получения соединения является особенно трудной, когда зона соединения располагается поперек оси волокон, т. е. в направлении максимальной прочности КМ. Наиболее пригодными способами соединения МКМ считают диффузионную сварку, высокотемпературную пайку и склеивание внахлест.
При обработке резанием МКМ возникает проблема, связанная с высокой твердостью армирующего материала волокон и со сдвиговым их разрушением. Удовлетворительные результаты получают при электроискровой обработке и с использованием ультразвука.
Термообработка МКМ может производиться для гомогенизации матрицы, а также для упрочнения материала, если он не предназначен для использования при повышенных температурах.
МКМ несколько отстают в своем развитии от ПКМ. Вместе с тем ряд указанных свойств позволяет рассматривать эти материалы как перспективные.
В МКМ с алюминиевой матрицей в качестве армирующего компонента могут быть использованы волокна бора, борсика, углеродные волокна карбида кремния, монокристаллические волокна окиси алюминия (сапфира), бериллиевая, вольфрамовая, стальная проволока и др. Матрица из алюминиевых сплавов может формироваться из порошка, расплава или фольги путем диффузионного соединения горячим прессованием, плазменным напылением, порошковой технологией и Другими способами. Наилучшим технологическим процессом соединения считается диффузионная сварка.
Борокомпозиты с матрицей из алюминиевого сплава АВ или Д16, содержащие 60% борных волокон диаметром 101, 142, 203 мкм плотностью 2,7 г/см , имеют следующие свойства:.
Ϭb = 1200...2100 МПа; Е = 2,6•105 МПа; δ = 0,7%.
При температуре 400°С Ϭb = 800...1000 МПа.
В целях исключения взаимодействия бора с алюминием применяют волокна бора, покрытые карбидом кремния или нитридом бора.
Основным методом производства борокомпозитов с алюминиевой матрицей является диффузионная сварка при температуре 580°С и давлении 30 МПа.
Рабочая температура деталей из борокомпозитов не выше 315°С. Стойкость при повышенных температурах может быть увеличена, если в качестве матрицы использовать САП. Бороалюминиевый КМ применяют в виде трубчатых стоек, панелей.
При армировании алюминиевой матрицы угольными волокнами ожидается получение уникальных механических и физических свойств: высокая удельная жесткость и прочность, низкая плотность.
При испытании на растяжение вдоль волокон образцы углеалюминиевых КМ (УА КМ) с содержанием 40% УВ показывают:
Ϭb = 800...1000 МПа; Е = 1,5•105...2,5•105 МПа; δ = 0,3...1,4%.
УА КМ получают в два этапа: предварительная пропитка УВ и твердофазное изготовление полуфабриката (диффузионная сварка, порошковая технология и др.). Пропитка осуществляется под давлением и обеспечивает проникновение матричного материала в капилляры между отдельными волокнами.
Ожидается относительно низкая себестоимость УА КМ.
Бериллий используется для армирования алюминиевой матрицы в виде непрерывных или дискретных волокон диаметром 51 или 127 мкм, предел прочности которых соответственно 1455 и 1336 МПа. Бериллиевую проволоку изготавливают путем волочения из слитка. Алюминиево-бериллиевый композит (АБ КМ) получают диффузионной сваркой или сваркой взрывом.
При содержании бериллиевых волокон 60% и плотности 2,2 г/см3 АБ КМ имеет следующие показатели при растяжении вдоль волокон: Ϭb до 700 МПа; Е = 2•10 МПа; δ = 15%.
Рабочая температура изделий из АБ КМ составляет 375...425°С.
Упрочнение титана высокомодульными волокнами позволяет создать КМ с высокой удельной прочностью, достаточной жаростойкостью и жесткостью, а также малой анизатропией механических свойств. В качестве армирующего компонента применяют волокна бора, карбида кремния, бериллиевую проволоку.
Титаново-бериллиевый КМ (ТБ КМ) изготавливают методом горячего вакуумного прессования. При содержании 60% бериллиевой проволоки и плотности 1,84 г/см3 ТБ КМ обладает следующими механическими свойствами:
Ϭb = 700...990 МПа; Е = 1,8•105...2,1•105 МПа.
Волокна карбида кремния (SiC) характеризуются показателями:
d = 0,51... 11,0 мкм; γ = 3,22...4,0 г/см3; Ϭb = 3000...3500 МПа; Е = = 4,5•105 ...4,8•105 МПа; при t = 500°C Ϭb до 2800 МПа.
Титановый КМ с волокнами карбида кремния (ККТ КМ) изготавливают путем горячего прессования в вакууме при температуре 900°С или методом порошковой технологии. ККТ КМ плотностью 3,85 г/см3 имеет следующие механические свойства вдоль волокон:
Ϭb = 1000...1200 МПа; Е = 2,1•105...2,6•105 МПа.
Максимальная рабочая температура использования конструкций из ККТ КМ составляет 650°С.
Боротитановый КМ (БТ КМ) получают в основном путем плазменного напыления с последующим горячим прессованием в вакууме или методом диффузионной сварки. Максимальная температура использования деталей из БТ КМ – 540°С.
При 50%-ном содержании волокна бора и плотности 3,43 г/см БТ КМ имеет
Ϭb = 1240 МПа; Е = 2,4•105 МПа.
3.4. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ
ЭЛЕМЕНТОВ КОНСТРУКЦИИ ИЗ КМ
![]()
3.4.1. Содержание техпроцессов переработки КМ
Важным преимуществом композитов является возможность изготовления конструкции из минимального количества крупногабаритных неразъемных деталей и узлов, соединенных в процессе формообразования. В результате уменьшения количества деталей снижаются расходы на оснастку, изготовление, транспортировку и, наконец, повышается надежность конструкции благодаря сокращению количества соединений и большей монолитности конструкции.
Комбинированием различных типов армирующих и матричных материалов можно добиться практической возможности создания конструкции с заданными свойствами (прочность, жесткость, радиопрозрачность или радиопоглощение, теплостойкость, стойкость против эрозии, химическая стойкость и др.). В настоящее время разрабатываются полиармированные (гибридные) композиционные материалы, в которых в качестве упрочнителя используют одновременно несколько типов волокон.
Внедрение композиционных материалов в конструкции осуществляется по трем основным направлениям:
- замена традиционных материалов без изменения конфигурации деталей;
- локальное упрочнение, при котором элементы из композитов в виде накладок и вставок подкрепляют детали из традиционных материалов;
- оптимальное проектарование с учетом особенностей применяемых композиционных материалов.
Решающее значение для прочностных характеристик конструкции имеет ориентация армирующего материала. Однако свойства композиционных материалов в значительной степени зависят как от соотношения между связующим и армирующим компонентами, так и от параметров технологического процесса их изготовления.
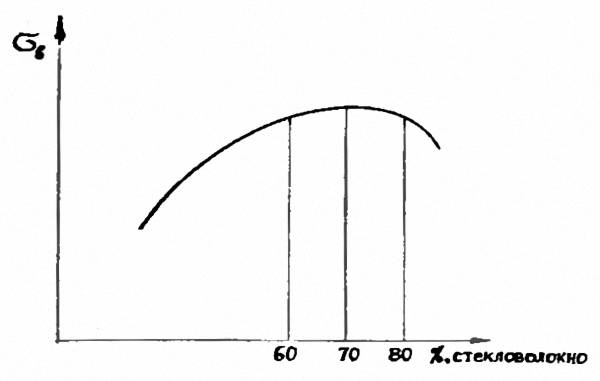
При увеличении объемного содержания армирующего материала в композите повышаются механические характеристики (прочность, жесткость), но лишь до некоторого предела, определяемого физико-химическим и механическим взаимодействием арматуры и полимерного связующего (рис. 3.2).
| ||
| Рис. 3.2. Зависимость прочности на растяжение стеклопластика от содержания волокна |
Эксплуатационные свойства изделий из КМ обусловлены качеством пропитки связующим, содержанием летучих веществ, степенью полимеризации связующего, содержащегося в готовом изделии, и другими технологическими характеристиками.
Технологические методы изготовления отдельных элементов конструкций зависят главным образом от конструкции изделия, его формы и технических требований.
Технологический процесс переработки ПКМ в детали и узлы содержит следующие стадии:
- подготовка армирующего наполнителя;
- приготовление связующего;
- пропитка, просушка наполнителя;
- подготовка оснастки, оборудования;
- формообразование заготовки, изделия;
- отверждение заготовки, изделия;
- удаление оправки, освобождение изделия от формы;
- контроль качества формообразования и полноты полимеризации;
- механическая обработка заготовки;
- окончательный контроль изделия.
Подготовка наполнителя (армирующего компонента) заключается в удалении замасливателя с полуфабриката (прядей, лент, нетканых материалов, тканей), аппретирование. Замасливатель может удаляться термообработкой (прокалкой), пропусканием полуфабриката через растворитель, а также путем ультразвуковой обработки в моющем водном растворе. Если полуфабрикат аппретирован без специального замасливания, то в целях обезвоживания производится его сушка. При последующем формовании ткани и нетканые материалы (холсты) раскраивают, иногда сшивают в колпаки, пакеты по форме оснастки.
При использовании для формообразования намотки производят снование исходного полуфабриката (ровницы, лент, жгутов), т. е. перемотку полуфабрикатов с транспортировочных бобин на технологические бобины, барабаны, шпули.
В случае использования способа «сухой» намотки или «сухого» формования полуфабрикат пропитывают связующим и подсушивают, получают вторичный полуфабрикат – препрег.
Приготовление связующего включает размельчение исходной смолы, взвешивание и смешивание ее со стабилизаторами, модификаторами, пластификаторами, отвердителями и другими ингредиентами. Вязкость приготовленного связующего контролируется.
Используемую оснастку очищают от следов смолы, рабочую поверхность обезжиривают, наносят на нее разделительный слой пленки или смазки.
3.4.2. Способы формообразования КМ
Наиболее распространенными способами формообразования ПКМ в детали и узлы являются прессование, формование и намотка.
Прессование композитов производят в жестких пресс-формах, конфигурация полости которых соответствует конфигурации изделий. Конструкция пресс-форм предусматривает их нагрев до температуры 330°С. Предварительно раскроенную (при необходимости и пропитанную) ткань, полотно укладывают в пресс-форму до набора пакета нужной толщины. Направление укладки (основа – уток) зависит от заданной структуры КМ (одно или несколько чередующихся направлений). Толщина стенки изделия определяется зазором между пуансоном и матрицей. В качестве оборудования используют гидравлические прессы. Давление прессования 2,0...50 МПа. В зависимости от исходных компонентов выдержка под давлением может продолжаться до 24 ч. Способ применяют для изготовления деталей типа обтекателей, крышек, колпачков и т. п.
Разновидностями формования являются способы: вакуумный, вакуумно-автоклавный, вакуумно-гидроклавный и в пресс-формах под давлением.
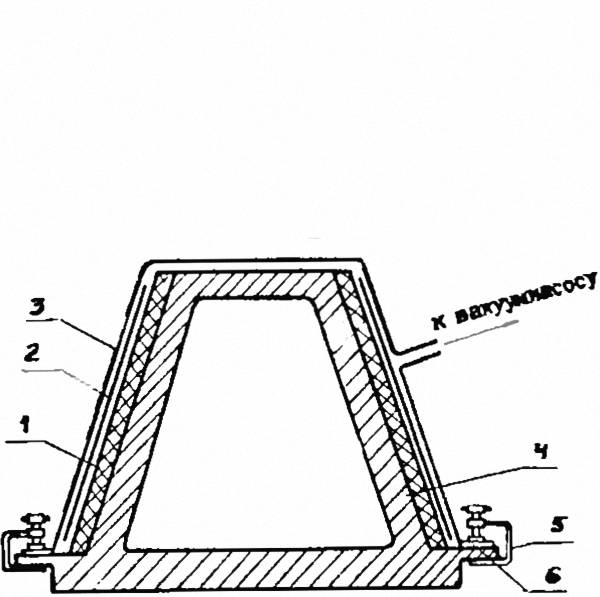
Процесс вакуумного формования заключается в помещении оснастки с выложенными исходным материалом композита в эластичную герметичную оболочку, создании вакуума внутри этой оболочки с последующим горячим отверждением полимерной матрицы.
На рабочую поверхность жесткой формы (рис. 3.3) наносят анти-адгезионную смазку или укладывают разделительный слой пленочного материала (например, листы целлофана). Далее накладывают раскроенные листы ткани или сшитые колпаки, сухие или пропитанные связующим. Количество слоев ткани определяется конструкцией изделия. Собранный пакет для предотвращения образования складок на поверхности изделия обкладывают цулагой – тонкими дюралюминиевыми или стеклопластиковыми листами – и накрывают чехлом. Цулага толщиной 0,5...2,0 мм перфорирована отверстиями 0,8...1,0 мм для обеспечения равномерного давления. Для изготовления вакуумных чехлов используют ткань, пропитанную термостойкой резиной или смолами, а также специальную полиамидную пленку. Чехол герметизируют прижимными кольцами и зажимами. Если наполнитель заранее не пропитан, то в полость чехла подают связующее под давлением примерно 0,1 МПа.
После пропитки наполнителя сборку помещают в термошкаф. Летучие вещества, образующиеся в процессе термообработки материала, отсасываются из полости чехла при помощи вакуумных насосов. В результате этого отсоса под чехлом создается относительный вакуум. При этом возникает избыточное давление до 0,05...0,07 МПа на чехол и соответственно на формуемые элементы.
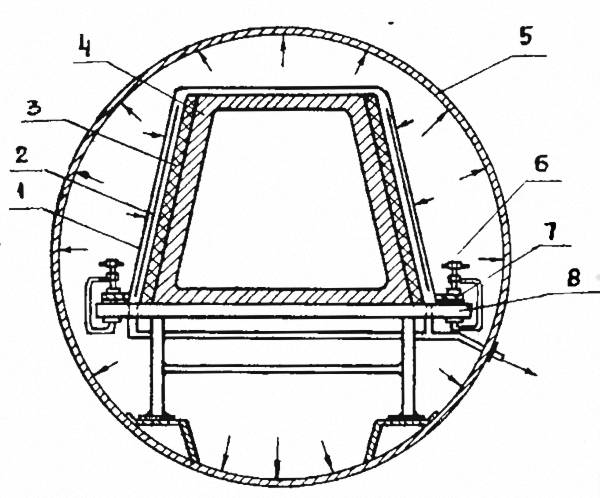
В отличие от вакуумного при вакуумно-автоклавном формовании собранное с исходными материалами приспособление (формовку) помещают в автоклав, т. е. устройство, в котором на оболочку воздействует давление подогретого газа (рис. 3.4). В процессе отверждения под резиновым чехлом поддерживают небольшой вакуум. Вакуумно-автоклавный способ применяют в случае необходимости при формовании повышенного давления (до 2 МПа).
|
|
||||||
| Рис. 3.3. Схема вакуумного формования ПМК: 1 – спои ткани; 2 – цулага; 3 – чехол; 4 – форма; 5 – струбцина; 6 – прижимное кольцо | Рис. 3.4. Схемы вакуумно-автоклавнового формования: 1 – выкладка ткани; 2 – цулага; 3 – чехол; 4 – форма; 5 – корпус автоклава; 6 – струбцина; 7 – прижимное кольцо; 8 – монтажный стол |
Вакуумно-гидроклавное формование используют при обработке материалов, связующее которых полимеризуется при сравнительно высоком давлении (до 15 МПа) и повышенной температуре (до 200°С). Сборку помещают в гидроклав, в котором на оболочку воздействует давление подогретой жидкости (минерального масла, глицерина).
Указанные разновидности вакуумного формования используют для изготовления небольших партий ответственных изделий, т. к. метод малопроизводителен и сравнительно дорог. Он позволяет получать изделия высокого качества.
При формовании в пресс-камерах раскроенная ткань (колпаки) выкладывается на жесткое приспособление (матрицу) и накрывается прочной крышкой (контрматрицей). Образуется замкнутая жесткая форма – пресс-камера. В полость формы подается под давлением до 0,5 МПа связующее. Далее пресс-камеру помещают в термошкаф для отверждения связующего. Способ используется для изготовления элементов конструкции из КМ, требующих для отверждения высокого давления и точного регулирования температурного режима. Способ более производительный, чем вакуумно-гидроклавный.
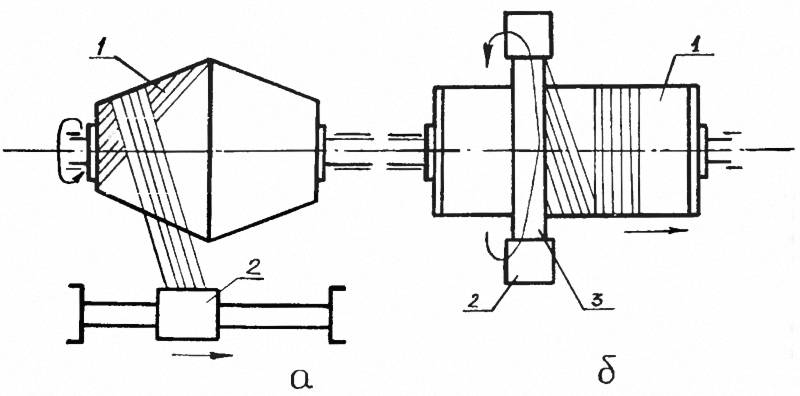
Намоткой изготавливают изделия, форма которых достигается вращением произвольных образующих вокруг продольной оси. При этом используют нити, ровницу, жгуты, тканые и нетканые ленты, ткани, наматываемые на оправку. Оправка придает изделию форму.
| ||
| Рис. 3.5. Схемы разновидностей намотки: а – поперечная; б – продольно-поперечная; в – спиральная |
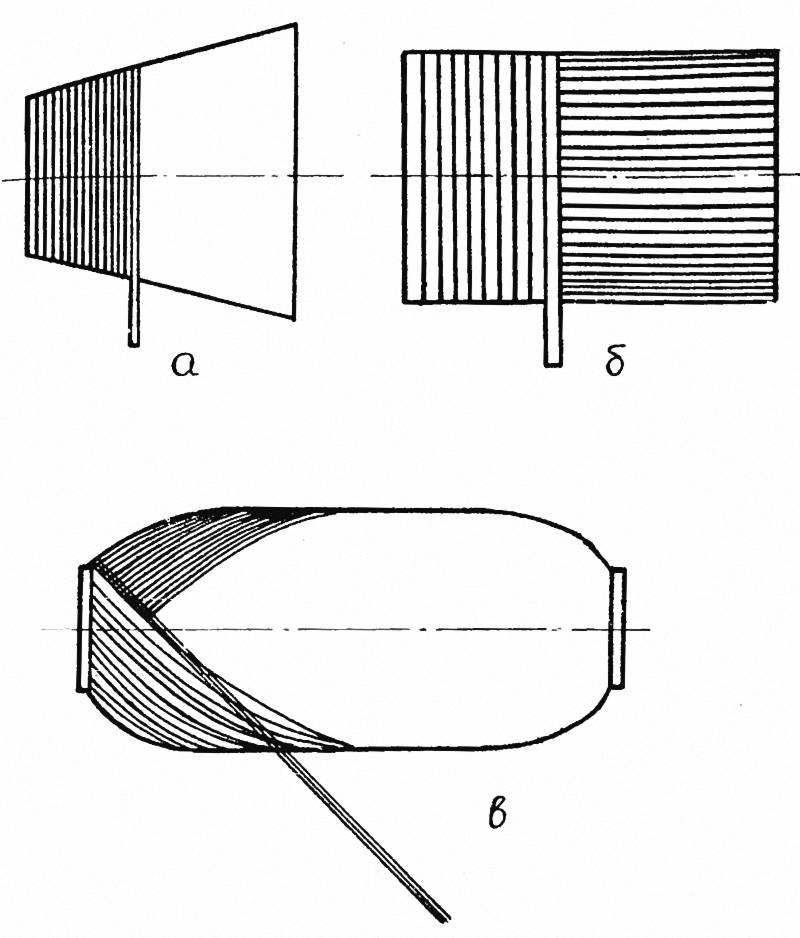
Намотка может быть продольно-поперечной, поперечной и спиральной (рис. 3.5). Продольно-поперечная намотка – укладка лент или жгутов по образующим в продольном и в окружном направлениях под прямым углом к оси оправки (изделия). Поперечная намотка (ПН) обычно осуществляется тканью или лентой с перекрытием. ПН обеспечивает хорошую герметичность изделия и высокую производительность оборудования.
Спиральная (геодезическая) намотка производится на специальных автоматических станках с программным управлением. Геодезическая линия на поверхности определяется как линия, геодезическая кривизна которой в каждой точке равна нулю, т. е. равна нулю проекция вектора кривизны этой линии в данной точке на касательную плоскость.
Важнейшим свойством геодезических линий является то, что они соединяют две точки на поверхности кратчайшим путем. Это значит, что длина нитей на поверхности при намотке по геодезическим линиям всегда меньше длины нитей на той же поверхности в случае намотки по любым другим линиям. Поэтому оболочка, намотанная по геодезическим линиям, теоретически имеет минимальную массу при заданной прочности на разрыв.
Полуфабрикат армирующего материала укладывается под углом по траекториям геодезических линий. Намотка может осуществляться по токарной или обмоточной схеме (рис. 3.6). Армирующий материал – нити, ровинг, жгуты – поставляется в шпулях или цилиндрических бобинах.
| ||
| Рис. 3.6. Технологические схемы выполнения намоток: а – токарная; 6 – обмоточная; 1 – оправка; 2 – укладчик; 3 – вертлюг |
| ||
| Рис. 3.7. Схема намоточного станка: 1 – шпулярник; 2 – подающие ролики; 3 – ванна со связующим; 4 – отжимные ролики; 5 – электронагреватель; 6 – укладчик; 7 – оправка |
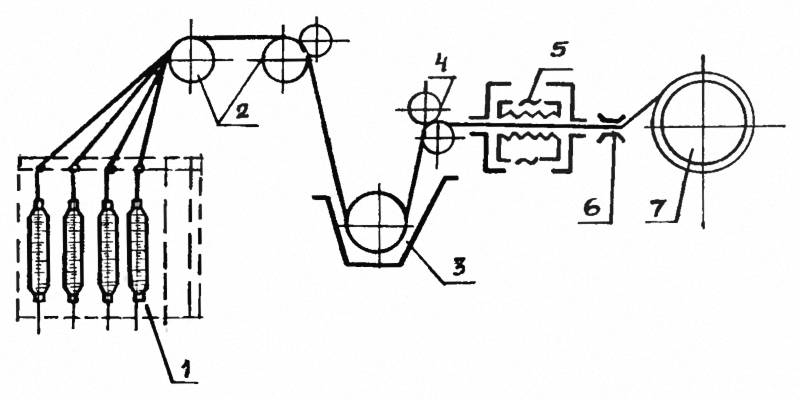
При токарной схеме главным движением служит вращение оправки, движение подачи осуществляет укладчик с арматурой.
При обмоточной схеме укладчик с арматурой установлен на вертлюге, вращение которого служит главным движением, движение подачи осуществляется перемещением или оправки, или вертлюга.
На рис. 3.7 приведена одна из возможных токарных схем намоточного станка. Армирующий материал укладывается на оправку под регулируемым натяжением. Натяжение нити составляет 10...15% от Оь волокна. Скорость намотки зависит от скорости вращения оправки. Вращение оправки и перемещение укладчика синхронизируются. В зависимости от длины изделия и расчетного угла намотки устанавливается соответствующая частота вращения оправки и продольных ходов укладчика.
Намотка может выполняться «мокрым» или «сухим» способом. В первом случае нити смачиваются связующим непосредственно перед намоткой, во втором – пропитываются заранее и подсушиваются. «Мокрой» намотке присущ ряд недостатков: сложность регулирования концентрации компонентов, ограничение скорости намотки и др. «Сухая» намотка позволяет равномернее распределять связующее по толщине наматываемой стенки изделия. Она более производительна, но и более дорогостояща, т. к. требует предварительной обработки.
Пропитанные армирующие волокна или их текстильные производные непрерывно наматываются на оправку, у которой наружная поверхность соответствует внутренней конфигурации изготавливаемого изделия. После отверждения оправка удаляется.
Применение технологического процесса намотки обеспечивает изготовление изделий высокой прочности и малой массы. Для получения максимальной прочности требуется точный контроль за рисунком намотки и направлением нитей. Максимальная прочность достигается тогда, когда все главные напряжения действуют вдоль нитей и воспринимаются ими. При правильном проектировании и контроле выполнения технологического процесса изготовления прочность на растяжение изделий может приближаться к прочности исходных нитей.
Точность и стабильность размеров изделий, выполненных намоткой, достаточно высоки. Так, разность диаметров сечений не превышает 0,20 мм, а отклонения по толщине стенок составляют ± 0,3 мм.
Технологический процесс изготовления изделий намоткой состоит из ряда операций, основные из которых: подготовка исходных материалов, оборудования и оснастки; намотка; термообработка; освобождение от оправки; мехобработка и контроль качества изделия.
Подготовка оборудования включает составление программы намотки, проверку исправности узлов и механизмов станка, контроль стабильности задаваемых параметров намотки, установку оправки на станок и нанесение на ее поверхность противоадгезионного смазочного материала.
Прочность изделий, получаемых намоткой, в значительной мерс зависит от усилий натяжения жгута и стабильности этого натяжения.
Намоточные станки оснащены натяжителями, сила натяжения в которых задается ЧПУ или вручную. Электронная система стабилизации силы натяжения поддерживает средний уровень силы натяжения в пределах 3%.
3.4.3. Термообработка полимерных ИМ
Процессы формообразования изделий из ПКМ заканчиваются термообработкой, которая выполняется главным образом для отверждения связующего компонента. Параметры термообработки и режимы процесса назначаются в зависимости от исходного связующего, формы и размеров изделий, толщины стенок, применяемых отвердителей и катализаторов. Обычно температура отверждения назначается в пределах 90...165°С.
При термообработке происходят полимеризация (сшивание) мономеров смол и удаление части легкоиспаряющихся фракций. Исходная смола должна равномерно полимеризоваться как по поверхности изделия, так и по толщине стенок. Скорость полимеризации в значительной степени зависит от температуры. Поэтому для обеспечения равномерной полимеризации необходимо плавное повышение температуры нагрева изделий со ступенчатой выдержкой на определенных этапах термообработки.
В целях исключения обильного выделения летучих фракций и предотвращения тем самым нежелательного изменения состава связующего полимеризацию некоторых смол производят под соответствующим давлением.
Отдельные смолы могут полимеризоваться в холодном состоянии с использованием высокоактивных отвердителей. В этом случае термообработка используется как операция, способствующая снятию напряжений, вызванных усадками во время отверждения.
Нагрев изделий может производиться в автоклавах, гидроклавах, термошкафах. Для уменьшения времени нагрева используют токи высокой частоты и ультразвук.
3.4.4. Механическая обработка ИМ
Мехобработка (точение, фрезерование, шлифование и др.) выполняется в целях придания заготовке или изделию требуемых размеров и форм. При обработке высокопрочных и высокомодульных КМ применяют твердосплавный режущий инструмент марок ВК6М, ВК8, ВК10М. Высокое качество отверстий в ПКМ получается при сверлении в сверлильной машине алмазным инструментом.
При обрезке ПКМ рекомендуется применять алмазные отрезные круги диаметром 75 и 125 мм.
Для разрезания углепластиков, органопластиков и стеклопластиков можно использовать струю жидкости, подаваемую с высоким давлением (до 300...500 МПа), а также лазеры.
3.4.5. Контроль качества
Контроль качества изделий из КМ включает контроль качества исходных компонентов, пооперационный контроль технологического процесса, контроль состава и свойств ПКМ, в том числе полноту отверждения (полимеризации) связующего. Изделие подвергается внешнему осмотру, проверке геометрических параметров и контролю для выявления дефектов: отклонения от заданной ориентации армирующего материала; складок, коробления, трещин, расслоения, пористости. Физико-механические характеристики изделия проверяют по контрольным образцам, вырезанным из технологических припусков, или на образцах-свидетелях.
Для выявления дефектов применяют различные методы неразрушающего контроля: оптический, акустический, микрорадиоволновый, радиационный и др.
Наиболее простыми и широко используемыми являются акустический и микрорадиоволновый методы. С их помощью выявляют различные неоднородности, включения, поры, межслойные разрушения.
Рентгеновский метод может быть использован для определения картины распределения волокон, обнаружения инородных включений и др. Относительно новым методом неразрушающего контроля является использование принципа акустической эмиссии. Акустические первичные преобразователи устанавливают непосредственно в конструкции изделия. Система преобразователей позволяет зарегистрировать растущую трещину и определить ее местонахождение.
Для контроля качества многослойных конструкций могут быть успешно применены голографические методы.
3.4.6. Оборудование, оснастка, инструмент
Для изготовления изделий типа тел вращения и тел двойной кривизны намоткой применяют станки с пятикоординатными системами ЧПУ, причем угол намотки можно менять в пределах от 5 до 90° Наиболее распространенными являются намоточные станки токарного типа, основные элементы которых – оправка и укладчик волокна (ленты). Они имеют гидро-пневмоустройства с системой программирования от следящих копиров или ЭВМ (ЧПУ). Координатами управления приняты вращение оправки (опорное), перемещение укладчика вдоль оси оправки и перпендикулярной к ней, изменение угла поворота укладчика вокруг вертикальной и горизонтальной осей.
Для отверждения изделий используют автоклавы и гидроклавы, термошкафы с вакуумными установками, компрессорами и соответствующей регулирующей и измерительной аппаратурой, печи с электро или с электродинамическим нагревом.
Технологическая оснастка при формообразовании изделий из КМ состоит из пресс-форм, форм, болванок, оправок.
Материалами для изготовления оснастки могут служить алюминиевые сплавы, стали, пластмасса, древесина, гипс и др. Выбор материала и конструкция оснастки зависят от масштабов производства, габаритных размеров и формы изделия, способа нагрева и т. п.
При формовании изделий намоткой используются цельные, разборные, разрушаемые или вымываемые оправки. Цельные оправки применяют при формировании изделий, из которых можно извлечь оправку после окончания операций намотки и отверждения связующего (цилиндр, конус, полусфера). В случае изготовления изделий замкнутого контура используют разборные или разрушаемые оправки из гипса, песко-клеевой массы, поливинилового спирта, солей, эпокситриазольной смолы.
Оправка должна иметь гладкую поверхность, достаточную прочность, допускающую намотку жгутом (лентой) при определенном натяжении. Форма оправки не должна меняться при отверждении КМ в термошкафах и термоагрегатах.
Техпроцесс изготовления разрушаемых оправок включает формование секций, сушку, сборку-склейку секций на валу, мехобработку по программе или копиру, установку закладных элементов, защитных чехлов и нанесение ТЗП с последующей термообработкой в автоклаве или гидроклаве.
3.5. ОСНОВНЫЕ ТЕНДЕНЦИИ РАЗВИТИЯ КМ
![]()
КМ – стремительно развивающиеся материалы. Вопросами разработки технологии и создания новых КМ занимаются как ряд академических НИИ, так и отраслевые НИИ и лаборатории химической промышленности, цветной и черной металлургии и других отраслей промышленности. Развитие КМ идет в направлении создания новых армирующих и связующих компонентов, вариации этих компонентов и совершенствования технологии изготовления изделий и разработки их конструкции.
Первостепенное значение имеет проблема снижения стоимости высокопрочных и высокомодульных волокон. Так, например, разрабатывается технология замены вольфрамовой проволоки углеродной нитью при изготовлении бороволокон и волокон карбида кремния. Замена полиакрилнитрильного сырья пековым даст существенное удешевление производства углеродных волокон.
Рассматриваются методы получения армирующих волокон, обладающих более высоким уровнем свойств, например моноволокон окиси алюминия, проволоки с высокой степенью однородности путем сверхбыстрого охлаждения и др.
Дальнейшее совершенствование технологии изготовления стеклопластиков позволяет существенно улучшить их механические свойства. В настоящее время синтезированы волокна с модулем упругости до 1,2 • 105 МПа, обладающие прочностью на растяжение 4000...4500 МПа. Армирование стеклопластиков высокомодульными волокнами приводит к повышению их прочности на сжатие до 2000...2100 МПа.
Другим направлением совершенствования свойств стеклопластиков является использование волокон полой структуры. Стеклопластики, армированные полыми волокнами, обладают малой массой (γ = = 1,6...1,8 г/см3), высокой жесткостью, улучшенными радиотехническими свойствами и низкой теплопроводностью. В ближайшие годы для повышения физико-механических свойств стеклопластиков намечено проведение дальнейших исследований по установлению роли оптимальных схем армирования, подбору рациональных полимерных связующих и глубокому изучению поверхностных явлений на границе раздела стекловолокно – полимер.
Перспективным направлением считается создание КМ из полиармированных и полиматричных материалов. Полиармированные КМ позволяют использовать преимущества каждого вида волокон. Например, благодаря сочетанию борных, углеродных волокон и стекловолокон с полиимидной матрицей получаются изделия, обладающие большой прочностью, высоким модулем упругости, достаточной вязкостью и др.
Все большее значение среди армирующих материалов приобретают углеволокна (УВ). Четко намечается тенденция следующего этапа существенного повышения физико-механических показателей УВ. В перспективе УВ могут достигнуть прочности на растяжение до 5000...7000 МПа и модуля упругости до 6•105 МПа. Наряду с улучшением свойств главнейшим направлением работ в области получения УВ является снижение их себестоимости.
Высокие показатели диэлектрических свойств, химической устойчивости теплостойких волокнистых материалов в композициях с кремнийорганическими, эпоксидными, фенольными и неорганическими связующими могут эффективно использоваться для теплозащиты конструкций машин.
Значительное внимание уделяется вопросам технологии и использования металлических КМ, которые поставляются на машиностроительные предприятия в виде полуфабрикатов из металлических КМ (листы, профили, трубы).
Для проектирования и изготовления элементов конструкций, работающих при высоких температурах, перспективными являются КМ, армированные или покрытые тугоплавкими материалами (вольфрамом, керметами, графитом, танталом, молибденом и др.).
|
|
|
|
