|
|
|
|
|
|
|
|
|
Джур Е.А.;Вдовин С.И.;Кучма Л.Д.;Найденов В.А.;Николенко Е.Ю.
Издательство ДГУ 1992
|





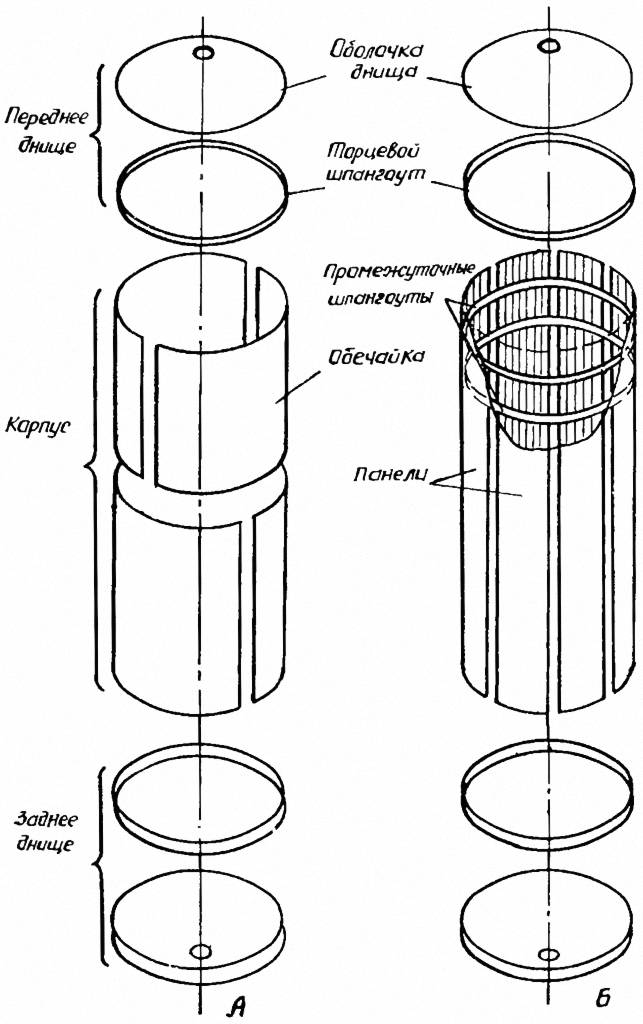
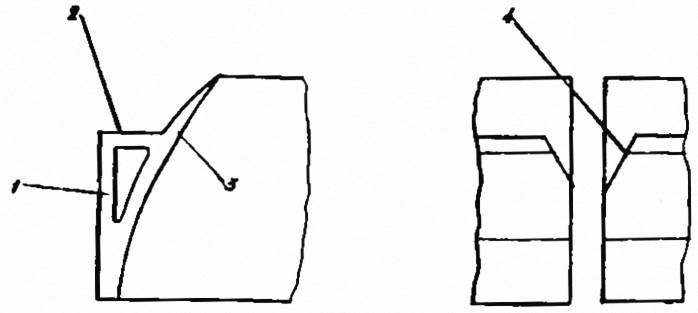
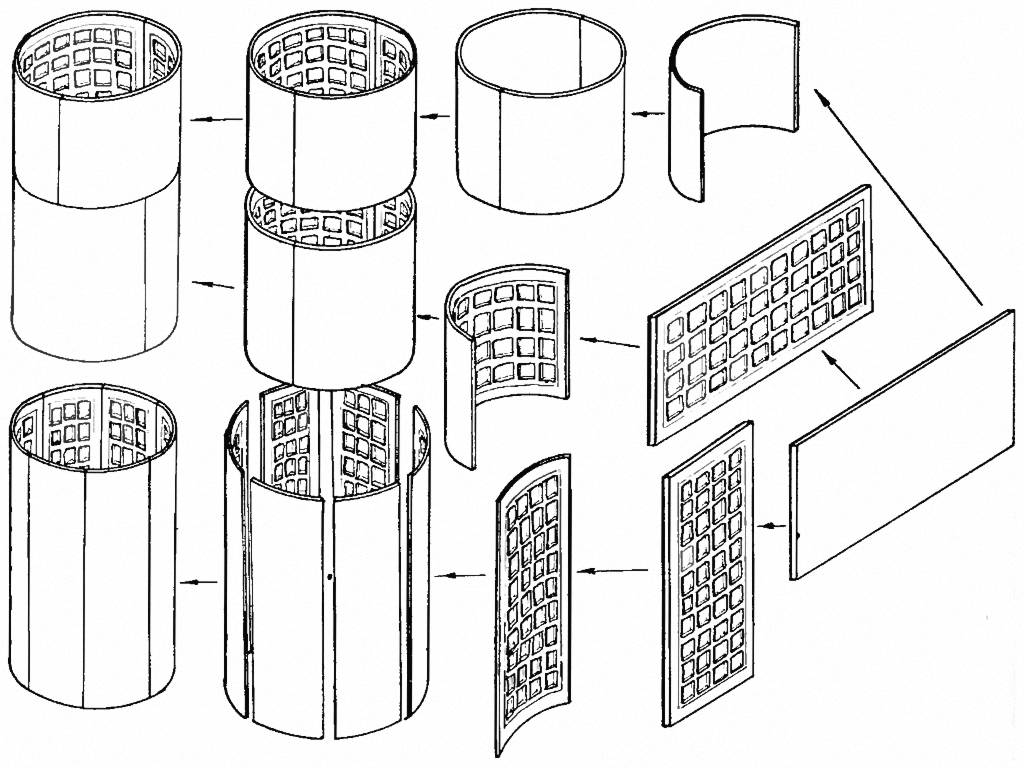
ГЛАВА 2 По конструктивному выполнению топливные баки космических ракет с ЖРД, как правило, представляют собой тела вращения цилиндрической, конусной, сферической, тороидальной или комбинированной форм. Наиболее распространенной является цилиндрическая форма. Ниже рассматривается технология изготовления баков цилиндрической конструкции. Бак содержит корпус и днища. Конструкция корпусов баков современных ракет может быть обечаечной или панельной (рис. 2.1). Днища состоят из полусферических оболочек и шпангоутов. Конструкция баков может включать шпангоуты, а также различные вспомогательные элементы и арматуру (трубопроводы, патрубки, фланцы, кронштейны и др.).
Материалом для изготовления всех основных элементов баков служат сплавы АМг-6, АМг-6НН. Сборка осуществляется автоматической дуговой сваркой. Основные этапы изготовления баков:
Первые три этапа выполняют параллельно, остальные последовательно. 2.1. ИЗГОТОВЛЕНИЕ ДНИЩ Основные укрупненные техпроцессы:
Основные операции изготовления оболочек (полусфер):
Раскрой листа толщиной 1,5... 15 мм производят на гильотинных ножницах после предварительной разметки (по карте раскроя). Контур заготовки принимают на основе развертки днища с учетом припуска на обрезку после формообразования. В случае недостаточной ширины листа для получения требуемого размера заготовки раскрой производится с учетом приваренной части листа. Расположение сварного шва заготовки определяется чертежом (техническими условиями). Сварной шов зачищается с двух сторон «заподлицо». Формообразование полусферы осуществляют путем вытяжки на мощном гидравлическом прессе в инструментальных штампах или на установках с помощью взрыва.
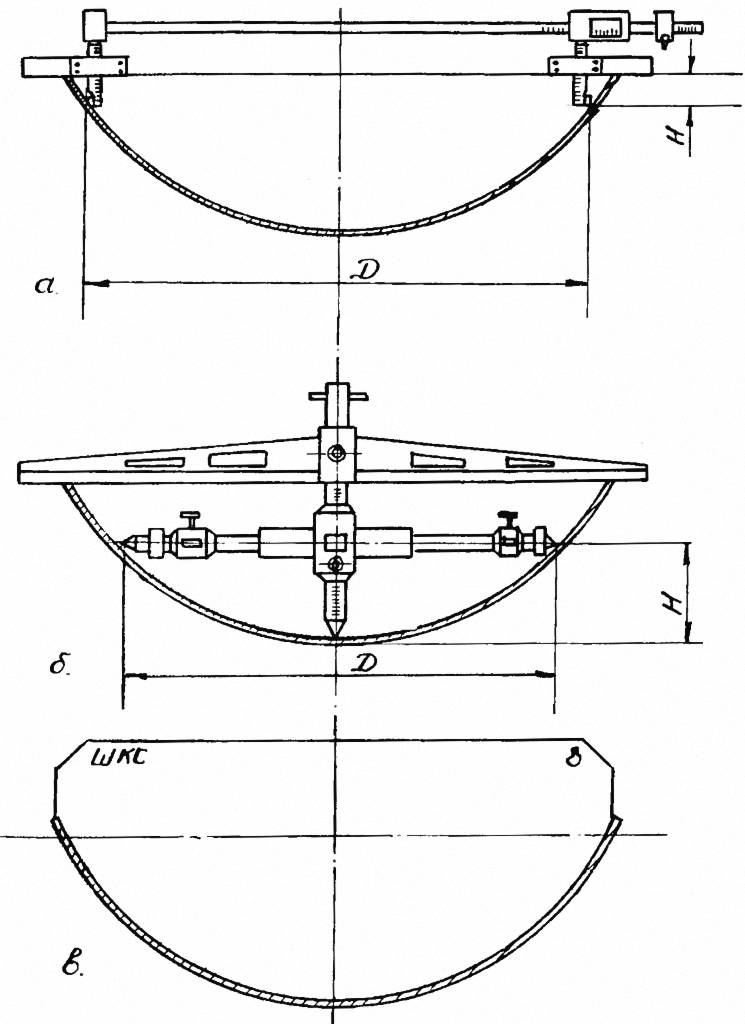
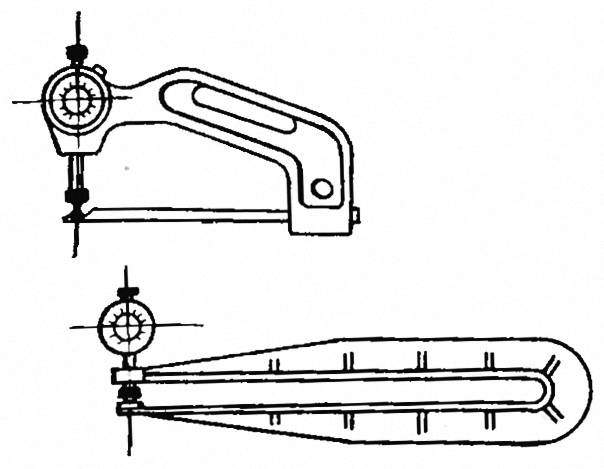
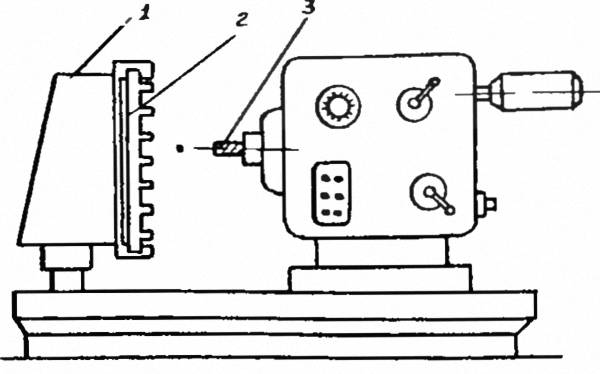
Контур оболочки контролируют с помощью универсальных мерительных средств или шаблонов ШКС (рис. 2.2). Толщина стенок (утонение) замеряется стенкомерами (рис. 2.3) или ультразвуковым толщиномером. Обрезка припуска и подрезка торца полусферы в размер производятся на универсальном горизонтальном токарно-карусельном станке. Диаметр днища по периметру после подрезки технологических припусков замеряют обычно с помощью рулетки с точностью ±1,0 мм. Контроль диаметров жестких днищ может осуществляться с использованием нормализованных или специальных штангенциркулей и приспособлений. Разметка поверхности полусфер (центры отверстий, контуры химфрезерования, метки плоскостей стабилизации) выполняется с использованием шаблона ШОК. ШОК представляет собой полусферу из стального листа или АМг-6 с отверстиями и вырезами для нанесения меток на полусферу чертилкой. Полусферу помещают на подставку. ШОК устанавливают обычно сверху симметрично относительно торцов полусферы. Центры вырезаемых отверстий (окон) сверлят диаметром 6...8 мм. После разметки полусферу направляют на участок (в цех) химической обработки в целях снятия части металла и обеспечения равнопрочности конструкции. Обработка ведется путем травления в щелочных ваннах. Необрабатываемая поверхность полусферы защищается нанесенным лакокрасочным покрытием. Глубина съема металла от 1 до 5 мм. Основные операции изготовления шпангоутов:
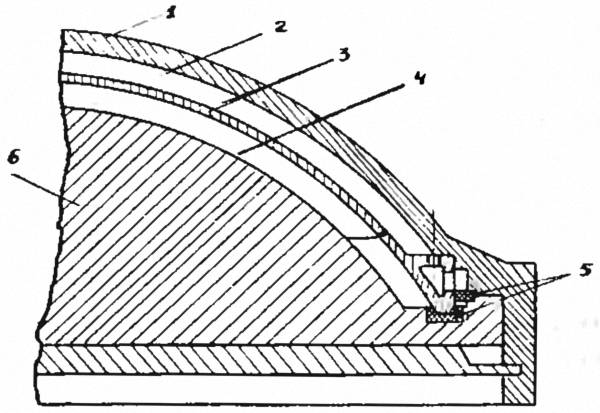
Профили раскраивают на мерные заготовки с учетом припуска на осадку при сварке. Гибку выполняют на профилегибочных станках или на прессах с помощью гибочных штампов. Качество гибки контролируют шаблоном гибки (радиус гибки). Плоскостность проверяют на контрольной плите. При необходимости профили правят на прессах с использованием специальной оснастки или вручную на плите. Гнутые профили (полукольца) соединяют стыковой сваркой на сварочных машинах, обеспечивающих высокий сварочный ток и достаточное осадочное усилие. Кольца шпангоутов обрабатывают в размер на токарно-карусельном станке. Отверстия на поверхности 2 (рис. 2.4) сверлят по кондуктору. Технические условия на геометрию шпангоутов включают неплоскостность поверхности 2 – не более 1...1,5 мм, отклонение поверхности 3 от ШКС – не более 1,5...2,5 мм. При сборке днищ (сварка полусферы со шпангоутом, приварка патрубков и фланцев) используют автоматическую аргонно-дуговую сварку. Требования к сварным швам предъявляют по первой категории, предусматривающей прочность шва не менее 0,9 прочности основного материала, использование аргона высокого качества (ГОСТ 10157-79), смещение кромок не более чем на 10% толщины деталей. Зачистка усиления сварного шва допускается до высоты, равной 10% толщины свариваемых кромок, но не менее 0,5 мм, шероховатость обработки швов Rz ≤ 40 мкм и др. Технические условия на сборку днищ включают следующие положения:
Основные операции сборки днищ:
При входном контроле проверяют комплектацию узла, сопроводительную документацию, производят внешний осмотр всех деталей на отсутствие механических повреждений. Замеряют высоту, периметр и овальность (не более 2 мм) шпангоута, наличие меток плоскостей стабилизации.
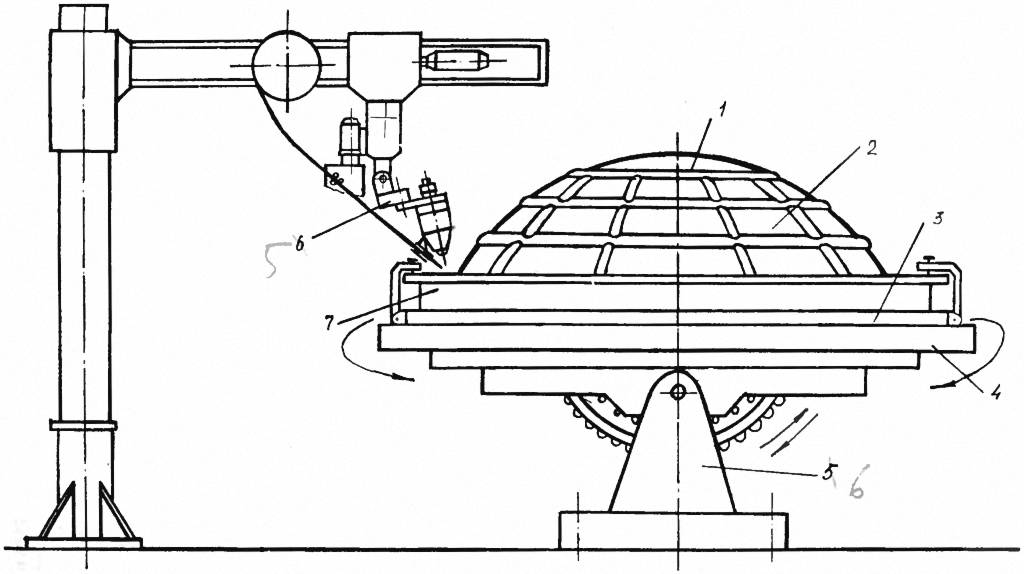
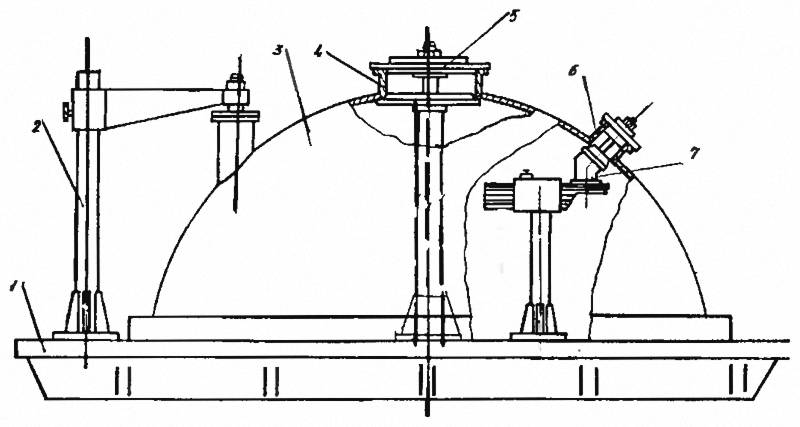
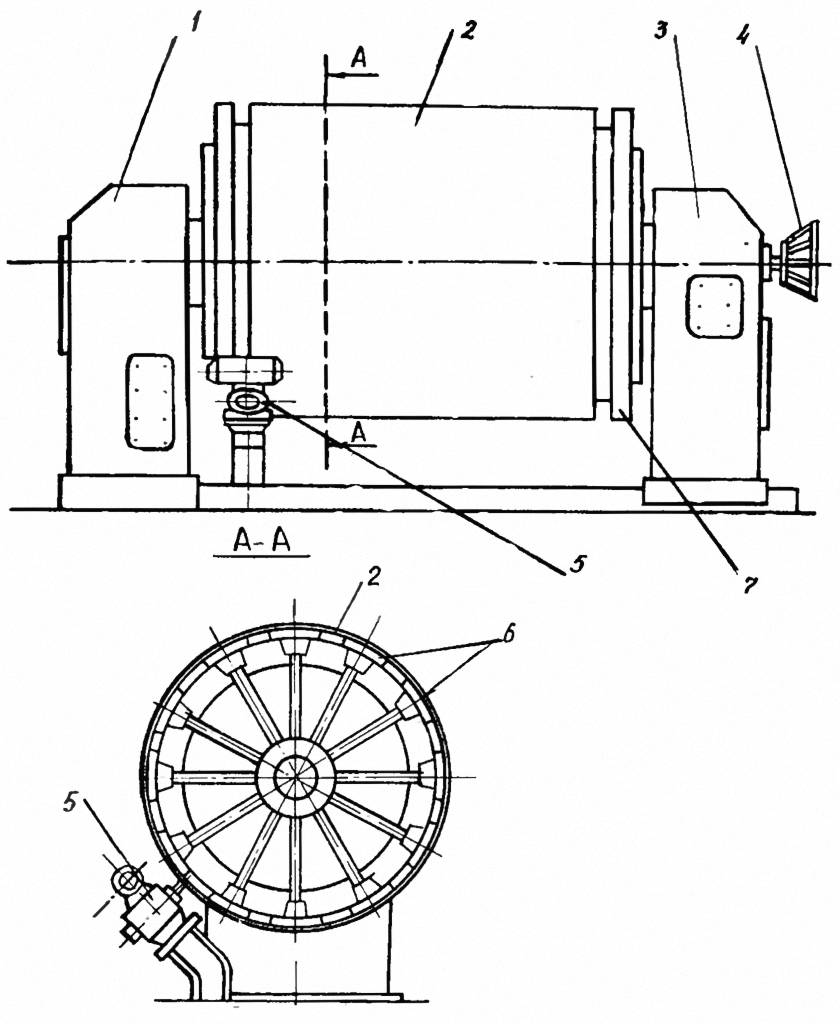
Подготовка свариваемых поверхностей заключается в обезжиривании поверхности органическими растворителями на расстоянии не менее 40 мм от торца и удалении оксидных пленок путем травления или зачистки шабером (металлическими щетками) свариваемых кромок «до блеска» на ширине не менее 20 мм от торца или края разделки с лицевой и обратной сторон. При удалении оксидных пленок используют очищающий флюс, наносимый в виде суспензии на поверхность свариваемых кромок. Флюсы на основе хлористых солей калия и бария взаимодействуют с оксидами сплава с образованием шлака. Шпангоут устанавливают в приспособление, совмещая метки плоскостей стабилизации на шпангоуте (за них могут приниматься сварные швы) с метками на приспособлении, и закрепляют. На шпангоут устанавливают полусферу. Полусферу закрепляют с помощью прижимной «корзины» и кольца. Проверяют совмещение меток плоскостей стабилизации полусферы и шпангоута, смещение кромок, зазоры. Стыки прихватывают ручной сваркой. После прихватки контролируют правильность сборки. Сварка днища производится на специализированном стапеле типа МСГ-3000, состоящем из манипулятора и сварочной автоматической аргонно-дуговой установки (рис. 2.5). Подготовку к сварке начинают с выставления электрода сварочной горелки относительно стыка и установки параметров сварки согласно технологической документации. Чтобы проверить правильность выставления электрода, осуществляют его прогон по периметру сварки путем вращения манипулятора без подачи сварочного тока. Сварка может производиться за один или два прохода в зависимости от толщины стенки полусферы однофазной или трехфазной дугой. Присадочная проволока диаметром 2,5 мм из АМг-6 электрополирована для удаления оксидных пленок и уменьшения адсорбирующей поверхности за счет снижения её шероховатости. Параметры режима сварки назначают в зависимости от свойств и толщины свариваемого материала, конструкции сварного соединения. Например, для сварки полусферы с толщиной стенки 12 мм трехфазной дугой может быть рекомендован следующий режим:
Контроль качества сварки на отсутствие видимых дефектов предварительно выполняют визуально с помощью лупы 4...10-кратного увеличения. Рентгеноконтроль проводят после зачистки шва и фрезерования проплава, зачищают шов ручной шлифмашинкой заподлицо с основным металлом. Мехобработку производят в целях окончательной проточки стыковочной полки шпангоута, сверления отверстий в шпангоуте и фрезерования окон для установки стыковочных болтов. Проточку выполняют на токарно-карусельном станке типа 1550, фрезерование окон – на горизонтально-расточном станке типа УФС-32 фрезой диаметром 30,1 мм.
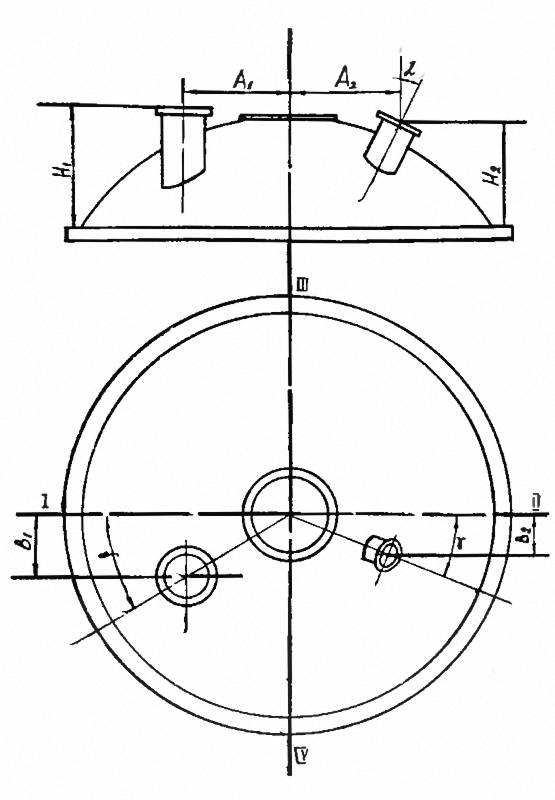
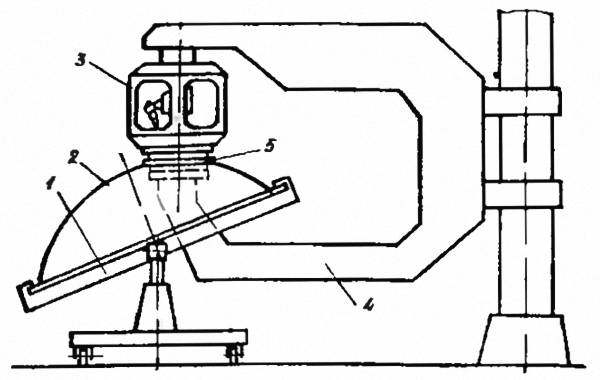
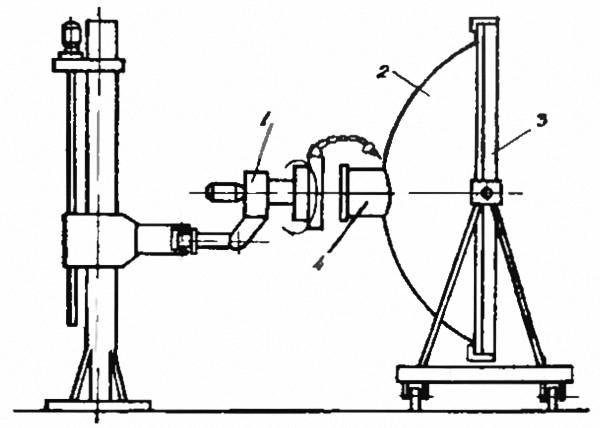
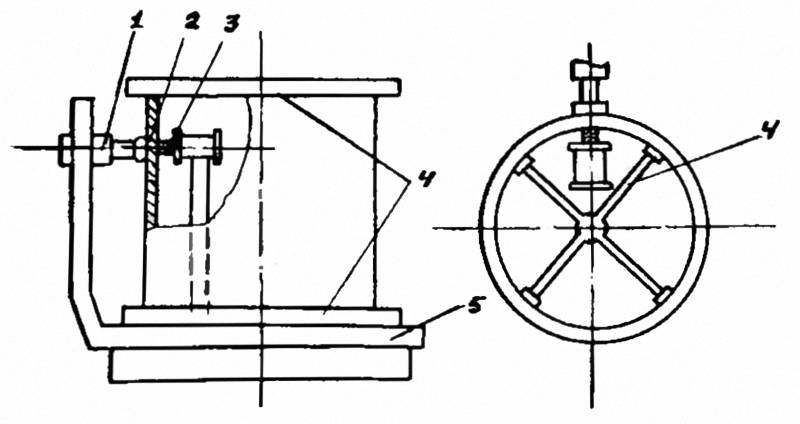
Вырезку отверстий в оболочке днища осуществляют после приварки шпангоута. Иногда для обеспечения геометрических параметров и увеличения жесткости используют технологический шпангоут, который отрезают после вырезки и расточки отверстий. Отверстия вырезают и растачивают согласно карте эскизов, где указаны номер днища, координаты центров отверстий, диаметры вырезаемых и растачиваемых отверстий. Вырезку и расточку отверстий производят на горизонтально-расточном станке с манипулятором (рис. 2.6). Если толщина стенки полусферы не превышает 2...3 мм, то вырезают отверстия обычно вручную – резаком. На полусферах с толщиной стенки до 2 мм выполняют отбортовку отверстий на установках типа ПКД с гидроприводом и с использованием специальной оснастки. Установку фланцев и патрубков на днище производят на координационной плите по эскизу разметки (рис. 2.7). На координационную плиту вначале выставляют приспособления для сборки днища с патрубками и фланцами согласно схеме расположения стоек (рис. 2.8). После подгонки и прихватки патрубков и фланцев контролируют правильность сборки. Приварку патрубков и фланцев производят на сварочных стапелях (рис. 2.9) и установках (рис. 2.10). Положение патрубков и фланцев проверяют на контрольной координационной плите с помощью контрольных приспособлений или на разметочной установке (рис. 2.11). При контроле расположения патрубков и фланцев на них устанавливают мерные заглушки. Разметку под установку бобышек и кронштейнов производят на делительном столе типа СДИ-20 с помощью специальных приспособлений и радиально-сверлильных станков типа 258 (рис. 2.11). Днище устанавливают на делительный стол по рискам плоскостей стабилизации и отметкам на установочных кронштейнах поворотного стола, выставляют в ось вращения с планшайбой стола (биение не более 0,1 мм) и закрепляют с помощью крепежных кронштейнов. Размечают днище с использованием мерительной головки и дополнительных отсчетных средств (линеек), установленных на траверсе радиально-сверлильного станка. Разметку производят согласно технологической карте. После разметки и установки арматуры выполняют прихватку и контроль правильности установки элементов арматуры. Далее ручной АДС производят сварку.
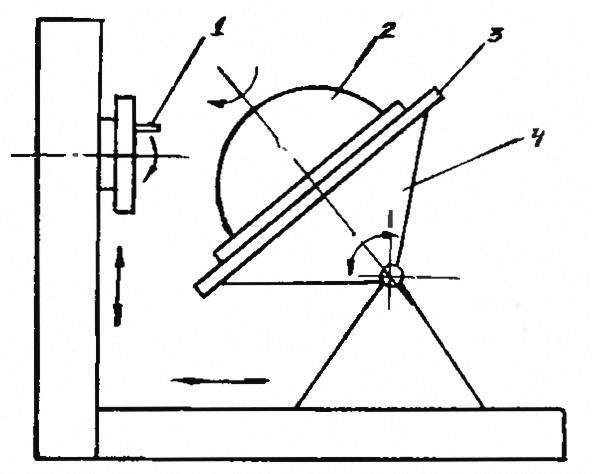
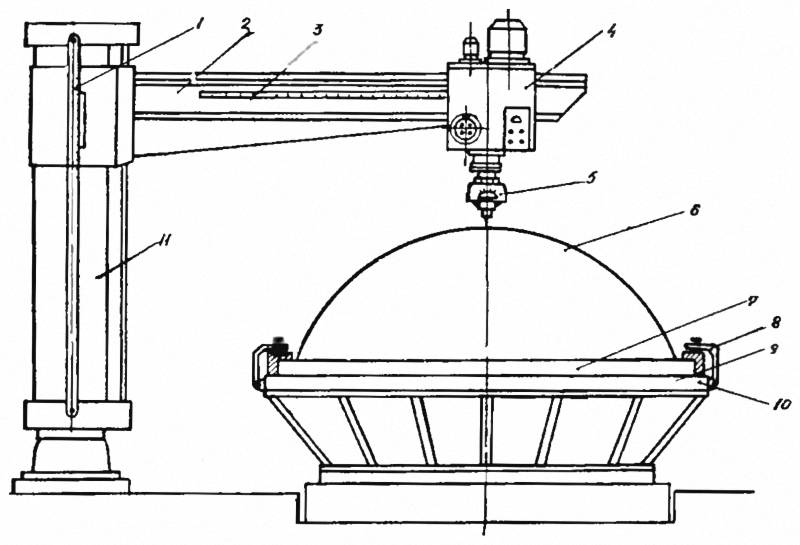
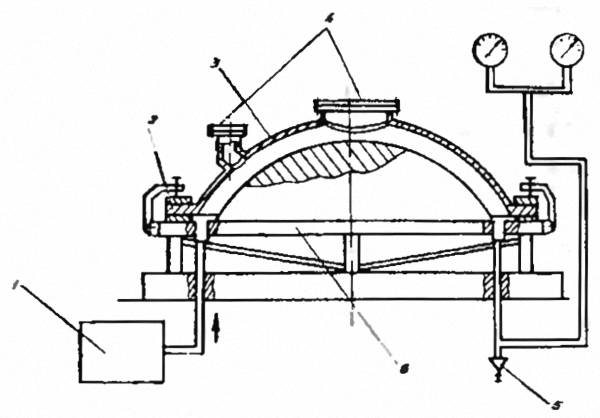
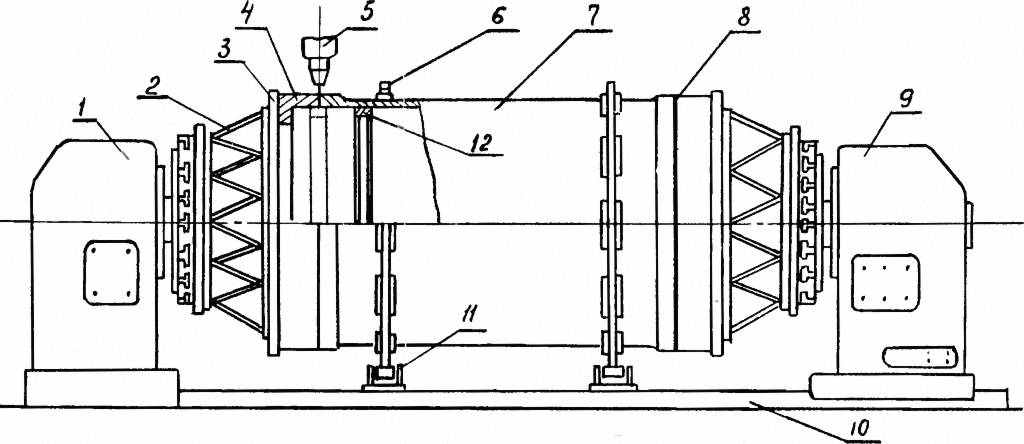
Для днищ, имеющих значительное количество закоординированной арматуры, перспективной является технология приварки заготовок врезных элементов (болванок) с большим припуском с последующей их обработкой на станке типа «обрабатывающий центр» за один установ. Испытания днищ на прочность в зависимости от использования рабочего тела могут быть жидкостными (гидроиспытания) или пневматическими. Гидроиспытания проводят на специальном стенде, включающем приспособление (стол) и насосную станцию (рис. 2.12). В качестве рабочей жидкости используют раствор (1...2%) двухромовокислого калия (K2Cr2O7) в воде (конденсате). Хромпик применяют как ингибитор коррозии. Днище устанавливают на уплотнительную прокладку стола стенда и закрепляют прижимным кольцом. Патрубки и фланцы закрывают технологическими заглушками. При заполнении полости днища жидкостью удаление остатков воздуха осуществляют обстукиванием резиновым молотком поверхности днища вплоть до появления полной струи (без пузырьков) из контрольного отверстия в заглушке центрального фланца. Давление жидкости в полости днища создается гидронасосом. При небольшом избыточном давлении проверяется герметичность соединений. Рабочее давление (до 1 МПа) выдерживается 10 мин. Контроль осуществляется по манометру, спад давления не допускается. После сброса давления сливается жидкость и демонтируется днище со стенда. Пневмоиспытания проводят в бронекамере или на стендах, имеющих бронеколпак. Днище устанавливают на стол испытательного стенда, закрывают бронеколпаком и закрепляют его на плите стенда болтами или спецприжимами. Рабочее тело – сжатый воздух. Давление испытания выбирают в зависимости от типа днища в пределах 0,2...1,0 МПа. Мойку днища производят на моечных установках орошением поверхностей специальным моющим раствором. Сушку осуществляют в вакуумно-сушильной камере. Разрежение в камере до 50 мм рт.ст. Температура сушки 70+10ºС. Время сушки определяется в зависимости от температуры в камере и от поддерживаемого вакуумными насосами разряжения и может достигать 20 ч. Испытания на герметичность проводят в вакуумных камерах или негерметичных камерах методом натекания при атмосферном давлении. Рабочим газом является гелий или гелиево-воздушная смесь. В качестве контрольного оборудования используют промышленные течеискатели типа ПТИ-7. При относительно невысоких требованиях к герметичности применяют метод дисперсных масс. Перед испытаниями помытое и высушенное днище обезжиривают ацетоном и проверяют качество обезжиривания ультрафиолетовым излучением в специальных камерах. Ультрафиолетовое облучение позволяет визуально обнаружить на поверхности днища жировые пятна, которые отрицательно влияют на процесс вакуумирования. Днище устанавливают на прокладки приспособления и прижимают к плите кольцевым прижимом (рис. 2.13). В полость между внутренней поверхностью днища и приспособлением подают 10%-ную воздушно-гелиевую смесь. Из полости между наружной поверхностью днища и приспособлением откачивают воздух. Гелиевый течеискатель находится на выходе вакуумного насоса, который контролирует суммарную негерметичность. Наличие или отсутствие течи устанавливается на пульте управления испытаниями.
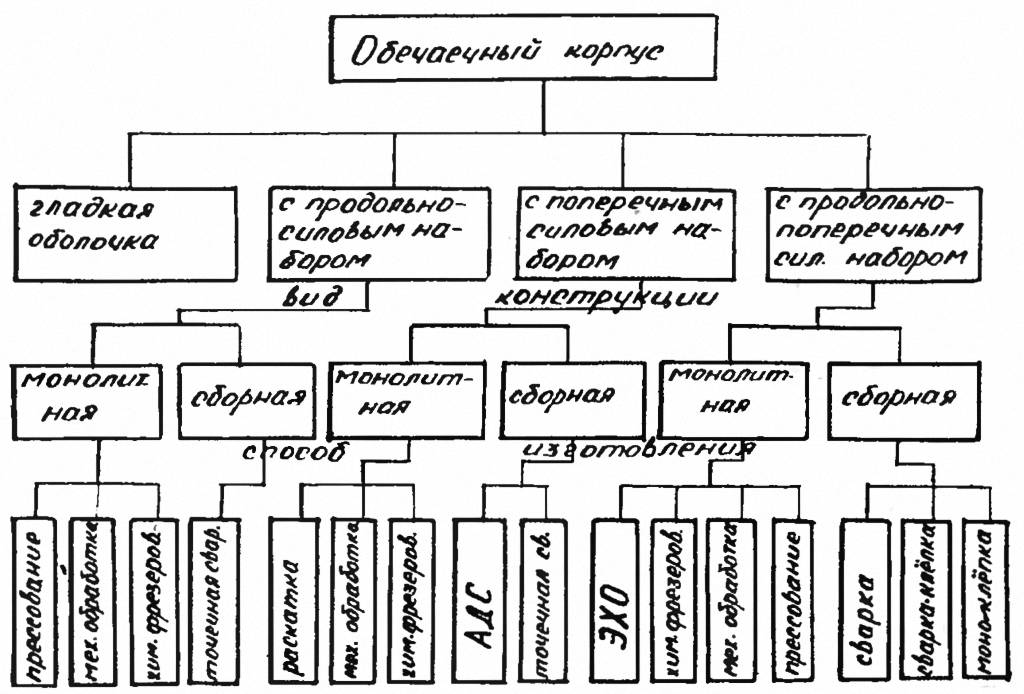
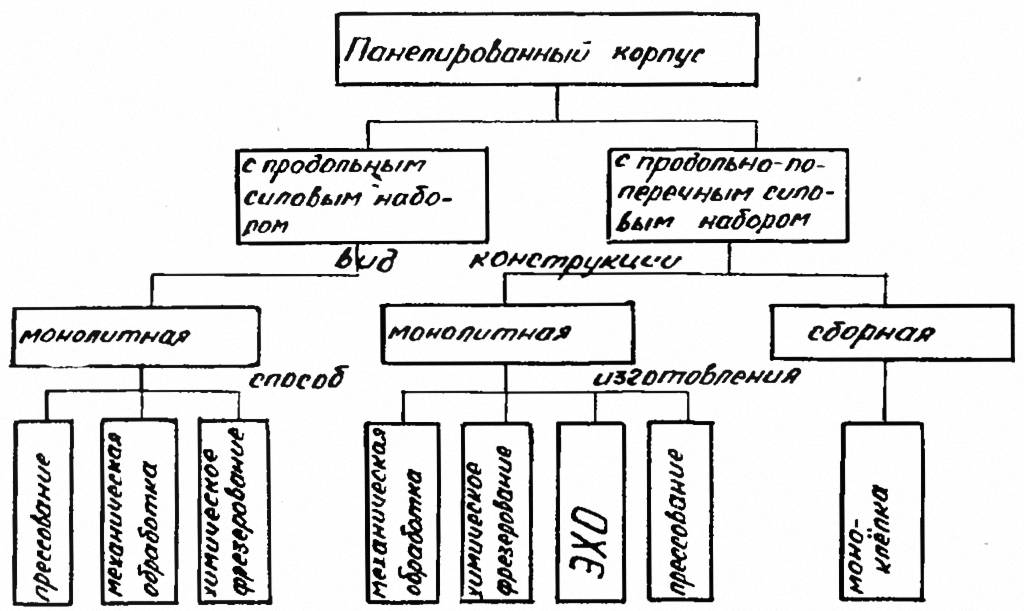
При обнаружении суммарной негерметичности прекращают откачку воздуха, демонтируют колпак приспособления и находят ручным течеискателем место течи, которое разделывают и ремонтируют путем подварки. Затем проводят, повторную проверку днища на прочность и герметичность. 2.2. ИЗГОТОВЛЕНИЕ КОРПУСОВ БАКОВ Классификация видов корпусов обечаечного и панелированного типа представлена на рис. 2.14, 2.15. В большинстве случаев для подкрепления оболочек корпуса используют продольный или продольно-поперечный силовой набор. Конструкция корпуса может быть монолитной, при этом предусматривается выполнение продольного или продольно-поперечного набора заодно с оболочкой, и сборной. Монолитная конструкция с продольно-поперечным набором называется вафельной. На рис. 2.16 представлена схема вариантов изготовления корпуса бака вафельной конструкции. Сборная конструкция формируется за счет соединения силового набора с оболочкой путем сварки и клепки. 2.2.1. Изготовление обечаечного корпуса вафельной конструкции Монолитная конструкция корпуса бака вафельной структуры состоит из набора оболочек-секций, обеспечивающих необходимую длину бака (рис. 2.1). Каждая секция содержит минимум два сегмента. Ниже рассматривается технология изготовления корпусов, секции которых включают два сегмента (полуобечайки). Основные укрупненные техпроцессы:
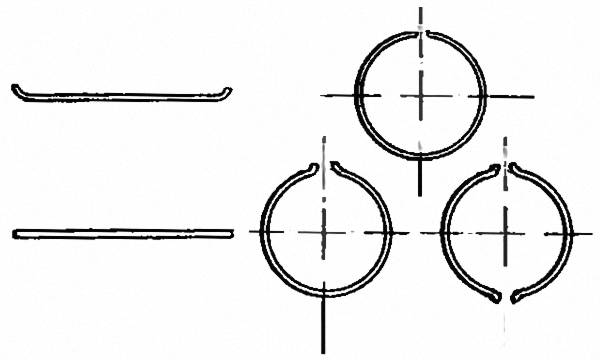
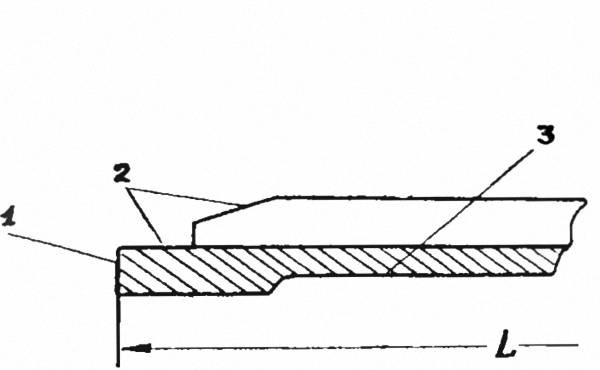
Раскрой ведут с учетом особенностей гибки, толщины исходного листа и способа сварки полуобечаек. Для получения обечайки, имеющей форму правильного цилиндра, необходимо предварительно подгибать края заготовки по образующей (рис. 2.17). В противном случае (при плоской заготовке) для получения цилиндра правильной формы из листа толщиной более 20 мм края согнутой уже заготовки приходится обрезать, т. к. из-за «мертвой зоны» на валках гибочного станка края заготовки остаются плоскими. Гибка обечаек производится на мощных гибочных валковых машинах. Контроль радиуса гибки – по шаблону гибки. После гибки мехобработка полуобечаек заключается в фрезеровании торцов по образующей под сварку. Обработка выполняется на специальном фрезерном станке двумя парами концевых фрез (рис. 2.18).
Технические условия на сборку обечаек:
Может быть использована как аргонно-дуговая сварка (АДС), так и стыковая. Основные операции при АДС:
Контроль периметра полуобечаек осуществляется согласно технологической карте. Замер производится рулеткой. Кромки разделываются с помощью шлифмашинки, форма стыка определяется в зависимости от толщины материала. Далее выполняется зачистка свариваемой поверхности. Стыкуют полуобечайки по базовым рискам, наносимым на продольную кромку каждой из них при фрезеровании. Стыки подгоняют на координатной плите с использованием стяжек и бандажей. Прихватка выполняется ручной АДС. После сборки-прихватки замеряется обечайка по периметру. Проверяются зазоры и смещение кромок. Обечайка устанавливается на тележку и закатывается в стапель. При установке в стапель свариваемая кромка выставляется по оси формирующей канавки шины стапеля (рис. 2.19). Свариваемые кромки прижимают гидроприжимами. В начале и в конце свариваемого стыка устанавливают (прихваткой) технологические пластины. Сварочная горелка и электрод выставляются по свариваемому стыку. Приборы управления выставляют на требуемый режим. Дугу зажигают на технологической пластине. Обычно сварка осуществляется за два прохода при трехфазной дуге. Операция заканчивается удалением проплава и контролем сварного шва. Торцовку обечаек производят на специальном стапеле, имеющем фрезерные головки с концевыми фрезами (рис. 2.20). Обечайки закрепляют в стапеле с помощью разжимных сегментов. Формирование вафельной структуры в обечайках производится на станках с программным управлением типа СВО-21, имеющих шесть шпинделей. Обечайка устанавливается по базовому торцу на опорное кольцо станка (рис. 2.21). Обработка ведется одновременно шестью фрезами. Толщина стенки проверяется ультразвуковым толщиномером. После обработки производится контроль элементов вафельной структуры и взвешивание обечайки. Доработка конструкции может выполняться химфрезерованием. Отверстия вырезают на горизонтально-расточном станке.
Обечаечный корпус собирается из секций обечаек путем сварки кольцевых стыков на специальном стапеле (рис. 2.22). Секции устанавливают на катки, крепят к торцам корзин бабок стапеля и стыкуют между собой. Продольные сварные швы секций не должны совпадать. Разворот одного продольного шва относительно шва стыкуемой секции определяется технологической документацией и обычно составляет 90º. Прихватку в 4...8 точках через 200...250 мм выполняют ручной АДС. Зазор в стыке не должен превышать 1 мм, смещение кромок – не более 1,5 мм. Сварка с образованием кольцевого шва проводится за два прохода. Заключительными операциями являются фрезерование проплава и контроль качества шва. При стыковке третьей и последующих секций начало следующего кольцевого шва относительно предыдущего смещают на 90° в целях уменьшения накопления деформаций образующей корпуса. Врезную арматуру (фланцы, патрубки) целесообразно вваривать в готовый корпус, что уменьшает влияние сварочных деформаций на контур корпуса. Торцовку корпуса выполняют на стапеле типа изображенного на рис. 2.19. Обработка производится в целях подготовки привалочных поверхностей и обеспечения требуемой длины корпуса. Поэтому торцовке предшествует обмер длины корпуса по разметкам станины стенда или рулеткой. Фрезеруют за 2–3 прохода. Фреза концевая, трехзубая. Не демонтируя корпус со стапеля, выполняют разметку осей кабельного ствола с помощью нивелира и производят обмер корпуса в следующей последовательности:
2.2.2. Изготовление панелированного корпуса Прессованные панели, из которых собирается корпус, могут поставляться с различной конфигурацией продольных ребер (стрингеров). Габаритные размеры панелей имеют свои пределы в силу ограниченной мощности существующего оборудования (длина до 13000 мм, ширина до 2300 мм), поэтому количество панелей в корпусе может быть различным в зависимости от его диаметра. Основные укрупненные техпроцессы:
Химическая размерная обработка осуществляется согласно технологической карте путем травления в щелочных ваннах. Снимается часть материала с поверхностей, не подвергаемых тепловому воздействию при сварке, а также утоняются ребра до требуемого размера. Мехобработка заключается в обрезке панелей в размер, торцовке, обработке законцовок ребер (рис. 2.23), вырезке отверстий. Обработка производится на специальном станке типа УНИОН. При обрезке используется дисковая фреза, при обработке торцов – специальная конусная фреза. Разметка отверстий на панелях выполняется согласно технологической карте с помощью струны, линейки и керна. В центре намечаемого выреза сверлится отверстие диаметром 8 мм. Фрезерование стрингеров в местах вырезки отверстий производится на специальном горизонтально-фрезерном станке, панель закрепляется на приспособлении (рис. 2.24).
Гибку выполняют на универсальном листогибочном станке типа ЛГС-10-НИАТ. Для предотвращения повреждения ребер между ними прокладывают деревянные рейки. Контроль радиуса гибки осуществляют по шаблону ШГ (ШКС). Дальнейшая мехобработка заключается в продольном фрезеровании торцов панелей в размер и вырезке отверстий. Предварительно размеченную панель устанавливают на ложементы станка и закрепляют гидрозажимами. Специальный фрезерный станок типа КФГ-1 имеет два шпинделя. Фрезерование выполняют одновременно с двух сторон. Фрезы двузубые диаметром 16 мм (рис. 2.25). Вырезку отверстий в панелях производят на горизонтально-расточном станке типа 2А635. В целях очистки от загрязнения панели подвергают травлению. Сверление полок ребер (стрингеров) под установку кронштейнов крепления шпангоутов выполняют ручной пневмодрелью по шаблону. Кронштейны приклепывают к стрингерам с помощью пневмоскобы. Технические условия на сборку предусматривают смещение кромок смежных панелей по высоте до 1,0 мм и по торцу – до 1,5 мм. Отклонение контура (замер зазора по ШКС) – до 1,0 мм. Основные технологические операции:
Замер периметра панелей производят по торцам рулеткой. Подготовка свариваемых кромок заключается в разделке технологической фаски под углом 45° и зачистке кромок шабером. Сборка под сварку выполняется на специальном приспособлении, которое затем помещают в сварочный стапель (рис. 2.26). Устанавливают сначала две панели и сваривают продольным швом. Далее наращивают по одной панели до n-1, где n – общее количество панелей в корпусе. Последняя n-я панель считается замыкающим звеном в размерной цепи, образующей периметр корпуса – П: П = l1 + l2 + ... + ln-1 + ln ,где li – размер панели по периметру. Поэтому размер ln определяется после замера и вычисления суммы
Режим сварки: J = 480...500 А; U = 18...19 В;скорость сварки – 8,5...9,5 м/ч; скорость подачи проволоки – 80...90 м/ч; диаметр проволоки – 2,5 мм; диаметр электрода – 8 мм. Контроль геометрии заключается в замере периметра корпуса по торцам рулеткой. Технические условия установки шпангоутов предусматривают размер диаметра отверстий в стрингерах под заклепки 6,1+0,2 мм. Контролируют 10% отверстий калибром 6,2 мм «на проход». Основные операции:
Разжимные технологические кольца устанавливают по торцам корпуса в целях придания ему правильной цилиндрической формы и необходимой жесткости. Кронштейны крепления устанавливают по заранее просверленным отверстиям в стрингерах. Клепка прессовая пневмоскобой. Секции шпангоутов устанавливают вплотную к торцам стрингеров (рис. 2.27). Секции шпангоута представляют соб(5й гнутый Z-образный профиль. Секции закрепляют струбцинами, сверлят отверстия по отверстиям в кронштейнах и склепывают шпангоут с помощью накладок «в кольцо». 2.3. СБОРКА БАКОВ И ТОПЛИВНЫХ ОТСЕКОВ Технические требования на сборку предусматривают зазоры в стыках не более 1 мм. Торцы свариваемых кромок должны находиться по оси канавки подкладного кольца. Основные операции сборки баков:
Входной контроль заключается в проверке комплектации деталей и узлов, полноты и правильности оформления сопроводительной документации. Узлы и детали осматриваются на отсутствие внешних повреждений. Сборка-сварка бака производится на сварочном стапеле типа ПК-27,01, включающем непосредственно стапель, тележку, разжимные кольца, бандажи и сварочную установку. Конструкция стапеля состоит из двух тумб (одна подвижная) (рис. 2.22), направляющих рельсов и эстакады. Днища устанавливают на переходные кольца и закрепляют на корзинах тумб, совмещая риски плоскостей стабилизации днищ с рисками на переходных кольцах. Внутрь корпуса по торцам устанавливают разжимные кольца, а снаружи надевают два бандажа. Бандажами корпус устанавливают на катки стапельной тележки. После зачистки кромок под сварку совмещают торцы корпуса и днища. Проверяется совпадение рисок плоскостей стабилизации днища и корпуса и зазоры в привалочньтх плоскостях. Прихватка осуществляется ручной АДС. Далее производится контроль правильности сборки. Устанавливается подкладное кольцо внутри бака, подводится горелка сварочной установки. Ось электрода выставляют в линию стыка с последующей проверкой холодной прокруткой по периметру ведения сварки. Режим сварки для толщин 8,5... 10 мм:
Предварительный контроль качества сварки производят путем внешнего осмотра с использованием лупы 4-кратного увеличения. Проплав фрезеруют заподлицо с основным металлом. Внутри бака устанавливают стойки, успокоители, бобышки, кронштейны и другую арматуру. После приварки заднего днища бак демонтируют со стапеля и направляют на рентгеноконтроль.
Сборка топливных отсеков содержит следующие основные операции:
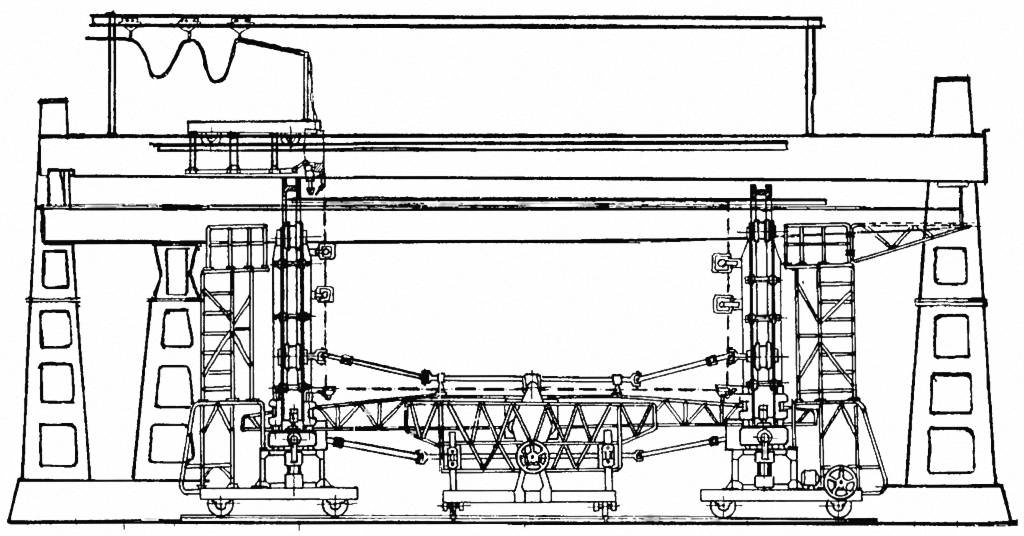
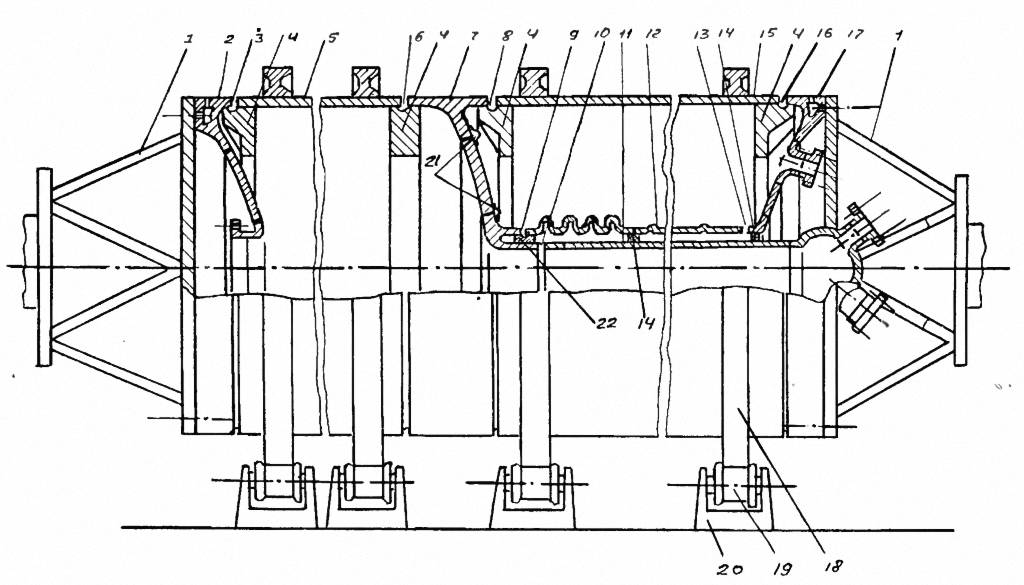
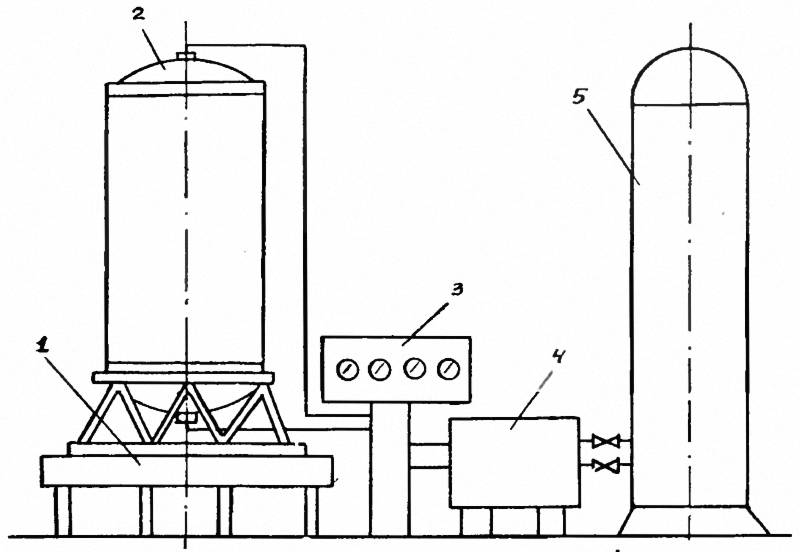
Сборка и сварка топливного отсека производятся на стапеле (рис. 2.22) по схеме (рис. 2.28). Перед стыковкой отсеков и деталей производится совмещение соответствующих рисок плоскостей стабилизации. Конструкция разжимных колец обеспечивает формирование проплавов и подачу аргона в зону корня сварного шва. Демонтаж и удаление разжимных колец осуществляются через люки лазов. Конструкция бандажей разъемная. В диаметрально противоположных местах бандажа имеются шарнир и замок. Бандаж опирается на поверхность бака мягкой прокладкой, при этом обеспечиваются сохранение правильной цилиндрической формы корпуса и безударная подгонка сварных кромок при сборке-прихватке корпусов и днищ. Промежуточное днище подается на сборку с приваренной вторичной герметизацией (рис. 2.28, поз. 21). Сборка и стыковка тоннельного и магистрального трубопроводов осуществляются при помощи технологических приспособлений, которые демонтируются и удаляются после сварки стыков через люки-лазы. В зависимости от длины этих трубопроводов центрирующие прокладки (15) могут устанавливаться с необходимым шагом. Сварной шов (10) варится изнутри, со стороны переднего бака. Замыкающими сварными швами являются швы 9 и 8. Последним сваривается стык № 8. Рентгеноконтроль сварных швов осуществляется в специальном боксе. Рентгеноконтролю подвергается 100% длин сварных швов. 2.4. ИЗГОТОВЛЕНИЕ ТОННЕЛЬНЫХ Составными частями топливных отсеков являются тоннельная и магистральная трубы (2.28). Тоннельная труба принадлежит заднему баку, а магистральная – переднему. В принципе допустимо их совмещение, но совмещенная конструкция уменьшает надежность баков, т. к. внутренняя и внешняя поверхности трубы омываются разными компонентами, имеющими различный химический состав и неодинаковую скорость потока. Более того, двухстенная конструкция трубы, т. е. разделенная на тоннельную и магистральную, дает возможность перераспределения механических нагрузок в процессе эксплуатации баков. Тоннельные и магистральные трубы в зависимости от их диаметра изготавливаются различными способами. Заготовками для этих труб служит листовой материал, аналогичный материалу бака. Заготовка раскраивается по шаблону, вальцуется до цилиндрической формы. Кромки обрабатываются под сварку. Продольный шов сваривается, зачищается, отжигается и подвергается рентгеноконтролю. Припуски цилиндрической части трубы обрезаются в линейный размер. Штамповкой-взрывом формуются трубы большого диаметра. К тоннельной трубе приваривается сильфонный компенсатор. На цилиндрической части трубы при её изготовлении формируются дополнительные кольцевые компенсаторы напряжений – рифты. К магистральной трубе приваривается шаровый коллектор. Сварные швы трубопроводов с сильфоном и коллектором подвергаются рентгеноконтролю. Трубы испытываются на прочность и герметичность. Перед испытаниями на герметичность трубы моются, сушатся и обезжириваются. Испытания производятся в специальных приспособлениях. При испытаниях на прочность применяется вода, которая под определенным давлением поступает во внутреннюю полость трубы, с последующей выдержкой по времени. В процессе испытаний на герметичность используется воздушно-гелиевая смесь, которая также подается во внутреннюю полость трубы. Испытания труб на прочность и герметичность проводятся аналогично испытаниям баков. Каждая труба маркируется своим номером и поставляется с сопроводительной документацией на сборку топливных отсеков. 2.5. ИСПЫТАНИЯ БАКОВ НА ПРОЧНОСТЬ Технические условия на гидроиспытания содержат требования к рабочей жидкости (вода с раствором хромпика), величины давления жидкости (в пределах 4...10 МПа) в процессе испытаний, указания точности замера давления (±0,006 ±0,01 МПа), точности установки нижнего шпангоута бака к горизонту ( ~ 10'). Испытания проводятся на стенде, включающем поворотный стол с весами, насосную станцию с пультом управления и ёмкости с рабочей жидкостью (2.29). На фланцы и патрубки устанавливают технологические заглушки. Бак помещают на переходник стенда. Подсоединяют заправочные шланги и заправляют жидкостью под давлением, создаваемым насосной станцией. Заполнение производится до появления полной струи жидкости из контрольного штуцера, расположенного в верхней части бака. После закрытия сливного крана создается предварительное давление 1 МПа, производится осмотр шлангов, крышек, заглушек. При отсутствии течи создается испытательное давление и выдерживается 10 мин.
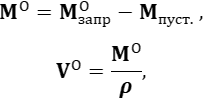
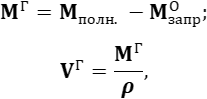
Спад давления не допускается. Контроль осуществляется по манометру, находящемуся на пульте насосной станции. Далее жидкость из бака откачивается насосом. Ёмкость бака и трубопроводы продувают сжатым воздухом (P = 0,2...0,25 МПа), подогретым до температуры 40 ± 5°С. в течение 15...20 мин. Время между окончанием испытания и сушкой не должно превышать 10 ч. Пневмоиспытания в связи со взрывоопасностью проводят в специальном закрытом боксе. Бак «О» испытывают под давлением воздуха, а бак «Г» – под давлением аргона или смеси аргона с гелием. 2.6. ТАРИРОВКА БАКА Тарировка производится в целях определения действительной ёмкости бака и контроля датчиков уровня жидкости в баке. В зависимости от исходного испытательного рабочего тела тарировка может быть жидкостью или газом. Тарировка может выполняться путем обмера внешней поверхности бака с последующим вычетом из полного объема агрегата толщины стенок и объема, занимаемого внутренней конструкцией. Бак тарируется жидкостью параллельно с испытанием его на прочность. Предварительно взвешивается сухой бак – Мпуст., а затем наполненный жидкостью – Мзапр. Если бак – комбинированный отсек, то сначала сливается жидкость из полости «Г» и определяется вес бака с заправленной полостью «О» и МОзапр., далее жидкость сливается полностью. Объем полости «О» определяется зависимостями |
 . В случае превышения фактического размера n-й панели величины ln она подвергается продольному фрезерованию в размер.
. В случае превышения фактического размера n-й панели величины ln она подвергается продольному фрезерованию в размер.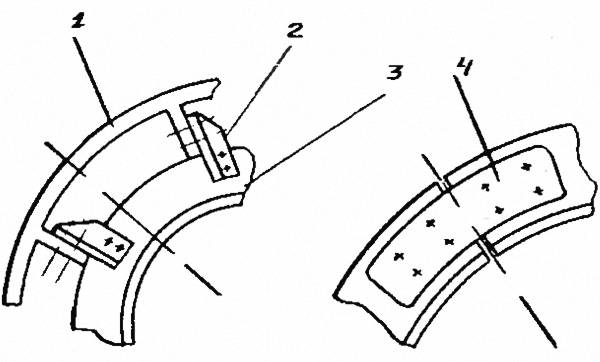
|
|||
| Рис. 2.30. Схема обмерочного стенда: 1 – поворотный стол; 2 – контрольные кольца; 3 – бак; 4 – устройство перемещения каретки; 5 – датчик торцевого биения; 6 – датчик радиального биения; 7 – фотоприемник; 8 – измерительный узел; 9 – лазер |
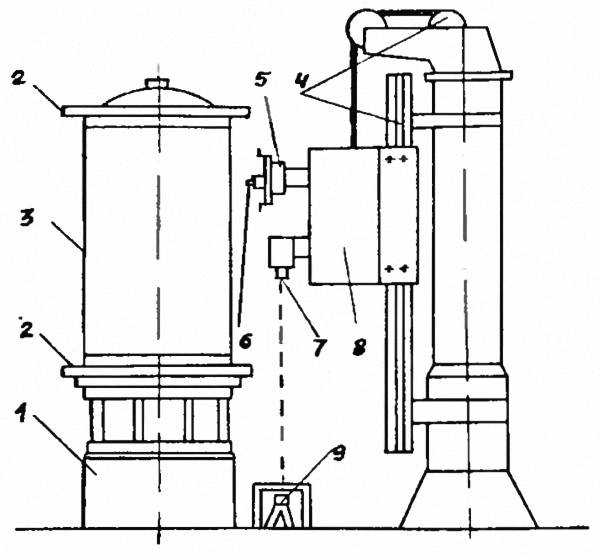
Замеры выполняются в автоматическом режиме по программе на специальном обмерочном стенде (рис. 2.30).
В комплект оборудования стенда входят: поворотный стол, лазерная измерительная система (ЛИС), управляющий вычислительный комплекс, датчики торцевого и радиального биения, кодовый преобразователь, ЭВМ, печатающее устройство.
В основу методики замера положен метод прямых измерений в системе координат стенда пространственного положения контролируемых точек бака при вертикальном его расположении на поворотном столе. Все измерения осуществляются в плоскости измерений, образованной отсчетной линией стенда (ОЛС) и направлением измерений.
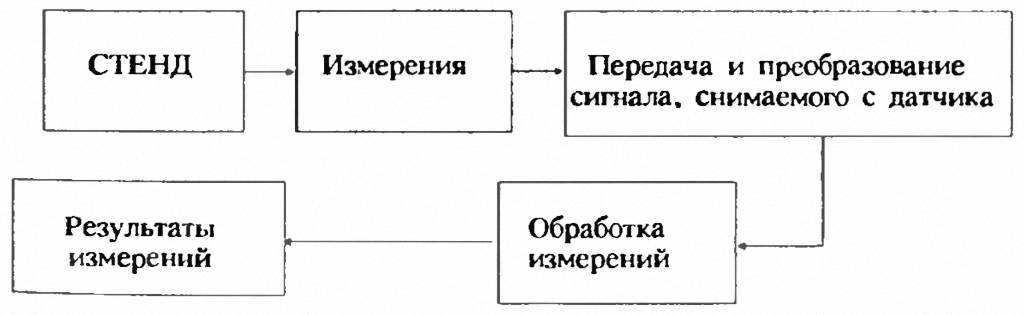
Задание, контроль и стабилизацию положения измерительной каретки относительно ОЛС осуществляет ЛИС, которая включает: лазер ЛГ-38, координатный приемник излучения (КПИ), интегратор, усредняющий колебания сигнала. Функциональная схема измерений представлена на рис. 2.31.
| ||
| Рис. 2.31. Функциональная схема обмерочного стенда |
Производится замер:
- торцевого биения стыковочных поверхностей шпангоутов;
- радиального биения базовых поверхностей контрольных колец;
- радиального биения наружной поверхности бака;
- высоты расположения измерительной каретки.
Правильность установки патрубков и фланцев проверяют с помощью специальных приспособлений и контрольных приборов.
2.8. МОЙКА И СУШКА БАКА
![]()
Мойка баков может осуществляться вручную (чистка) путем протирки салфетками, смоченными в спирте, или в моечных установках путем орошения внутренней поверхности специальным моющим раствором. Бак при этом устанавливается в вертикальном положении. Заканчивается мойка продувкой полости бака сухим сжатым воздухом, подогретым до 30–40°С. Контроль качества мойки полости бака производится путем протирки поверхностей чистыми салфетками с последующим выявлением следов загрязнений при их ультрафиолетовом облучении.
Сушка осуществляется в вакуумно-сушильных камерах типа ВК-400.
Режим сушки:.
- давление в камере ~ 5 мм рт. ст.;
- температура – не более 65°С;
- время выдержки определяют по графику в зависимости от температуры, давления в камере и величины условного капилляра, задерживающего жидкость; обычно выдержка равняется 20 ч.
После мойки и сушки поверхность бака обезжиривают ацетоном.
2.9. МОНТАЖНЫЕ РАБОТЫ
![]()
Работа внутри бака выполняется только в чистой спецодежде: специальном костюме и тапочках с мягкой подошвой, не оставляющей следов и полос на поверхности металла.
В процессе работы необходимо использовать специальный настил или брезент, который укладывается поверх силового набора.
Переносная лампа должна быть взрывобезопасной и оборудована защитной металлической сеткой. Шланг пылесоса должен быть снабжен диэлектрическим наконечником.
После окончания работ необходимо очистить полость бака от посторонних предметов и провести тщательную проверку на их отсутствие.
Основные монтажные операции:
- монтаж воронкогасителя;
- установка заборного устройства;
- установка датчиков сигнализаторов наполнения;
- монтаж клапанов и других элементов автоматики;
- проверка хода поплавка сигнализатора наполнения;
- устранение хода поплавка сигнализатора наполнения;
- устранение из полости бака посторонних предметов и загрязнений;
- контроль ёмкости бака на отсутствие посторонних предметов и загрязнений;
- монтаж блока газогенератора;
- монтаж крышки люка-лаза;
- пломбирование разъемных соединений.
|
|
||||||
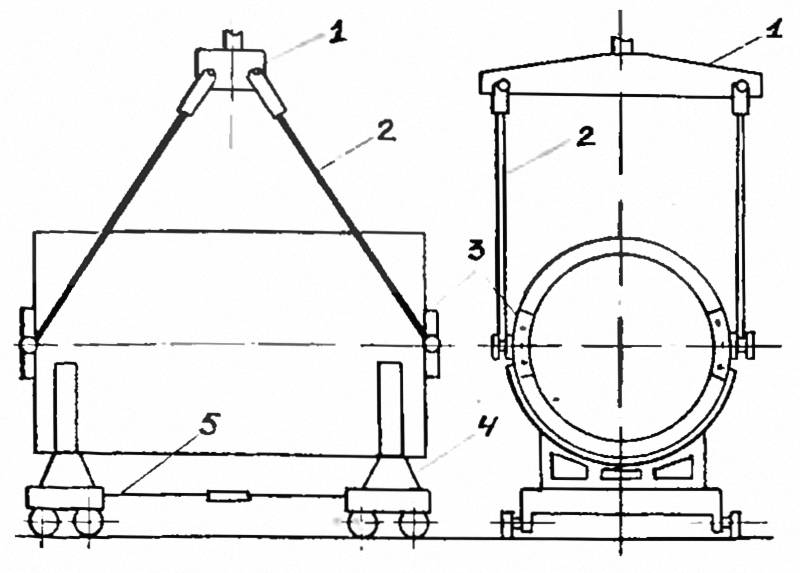
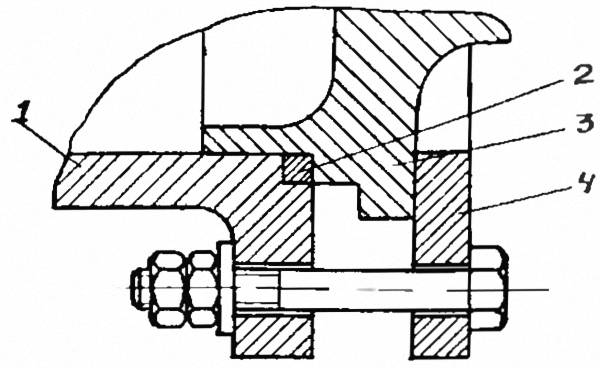
| Рис. 2.32. Схема установки отсека на монтажные тележки: 1 – траверса; 2 – подвеска; 3 – накладка; 4 – ложементная тележка; 5 – тяга | Рис. 2.33. Схема крепления газогенератора: 1 – фланец топливного отсека; 2 – прокладка; 3 – фланец газогенератора; 4 – прижимное кольцо; 5 – крепеж |
Контроль хода поплавка сигнализатора наполнения осуществляется специальными приспособлениями-калибрами и щупами.
Монтаж крышки люка-лаза производится после обезжиривания прокладки. Затяжка болтов осуществляется в диаметрально противоположных местах тарированными ключами, которые обеспечивают равномерное усилие затяжки на каждом болте.
В топливных отсеках и баках после установки их на монтажные тележки и снятия крышек осматривают места уплотнений фланцевых и штуцерных соединений. Окрашивают и маркируют днища. Монтируют блок газогенератора, держатели кабелей. Поплавки сигнализаторов уровня топлива проверяют на плавность хода. Внутреннюю полость баков очищают, устанавливают крышки люков-лазов. Заканчиваются работы испытанием баков на герметичность.
Отсек устанавливают на монтажные тележки мостовым краном при помощи траверсы (рис. 2.32).
Перед монтажом блока газогенератора (рис. 2.33) осматривают посадочное место и прокладку на отсутствие механических повреждений и обезжиривают спиртом. Снимают крышку люка-лаза и устанавливают прокладку и газогенератор на посадочное место фланца топливного отсека. Корпус газогенератора крепят болтами. Затяжку гаек производят равномерно тарированными ключами.
Монтаж держателей трубопроводов на внешних поверхностях днищ осуществляется на полосках из ременной тесьмы. К ременной полоске крепят держатель, а ременную полоску приклеивают к днищу. Перед приклейкой ременных полосок днище бака размечают в соответствии с чертежами, зачищают места приклейки до металлического блеска и обезжиривают спиртом. Клей наносят на тесьму и обезжиренную поверхность днища. После выдержки клея в течение 10...15 мин тесьма с держателями приклеивается на свои места.
2.10. ИСПЫТАНИЕ НА ГЕРМЕТИЧНОСТЬ
![]()
В качестве основного метода испытания баков на герметичность используют метод течеискания с применением масс-спектрометрического контроля. Могут применяться и другие методы, например метод дисперсных масс. Основным оборудованием при этом являются промышленные течеискатели типа ПТИ. В качестве индикаторного газа используют гелий.
Метод течеискания реализуется несколькими способами;
- полным вакуумированием;
- накоплением при атмосферном давлении;
- с помощью присосок.
Способ накопления при атмосферном давлении основан на принципе определения суммарной негерметичности в замкнутом объеме. Испытуемый объект – бак, сварной шов или разъемное соединение трубопровода – помещают в замкнутый герметичный объем и заполняют его гелием или воздушно-гелиевой смесью. При наличии неплотностей или дефектов гелий проникает через них и накапливается в замкнутом объеме. В качестве замкнутого объема применяются полиэтиленовые пленки, гибкие пояса или жесткие камеры с контрольными отверстиями, покрытыми пленкой.
Через определенное время в объем накопления вводится щуп с иглой Льюера, соединенный с гелиевым течеискателем. Путем сравнения величины концентрации гелия в объеме накопления с допустимой величиной для данного испытания в соответствии с техническими условиями определяют степень герметичности испытуемого объекта. Чувствительность этого метода 1 • 10-3 л. мкм. рт. ст./с при 10%-ном содержании гелия.
Способ вакуумирования аналогичен методу накопления. Но в целях повышения чувствительности метода и сокращения времени испытаний в замкнутом герметичном объеме создают вакуум порядка 1,3 • 10-2 Па. В качестве замкнутого объема применяются стационарные или накидные вакуумные камеры, присоски. Размеры вакуумных камер зависят от габаритов испытуемого объекта. Гелиевый течеискатель помещается на выходе из вакуумного насоса. При наличии мест негерметичности гелий под действием разности давлений проникает в вакуумную камеру и течеискатель. Негерметичность фиксируется на приборе ВПУ (вакуумный пульт управления). Чувствительность этого способа достигает величины 1 • 10-5 л. мкм. рт. ст./с. Этим способом в основном проверяют негерметичность магистральных трубопроводов и их соединений, а также мелких собранных узлов и сварных швов баков.
Подсчет негерметичности при использовании течеискателя ПТИ-7 производят по формуле
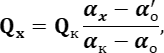
где Qx – суммарный поток контрольного газа из дефектов, л. мкм. рт. ст./с; Qк – поток контрольного газа через контрольную течь; αx – отсчет на ВПУ при истечении контрольного газа через дефекты; αк – отсчет на ВПУ на контрольную течь; α'о – остаточный фон гелия после градуировки течеискателя по контрольной течи; αо – фон гелия в воздухе до градуировки течеискателя по контрольной течи.
При обнаружении суммарной негерметичности с испытуемого объекта демонтируют вакуумные камеры, присоски, пленки и т. п. и производят поиск течи ручным течеискателем. Место негерметичности подвергается ремонту с последующими испытаниями бака на прочность и герметичность.
Испытания на герметичность топливного отсека проводят на участке сборки по схеме (рис. 2.34). Участок испытаний огораживается красной лентой, растягиваемой на переносных стойках. Все шланги перед монтажом продувают сжатым воздухом и подсоединяют к штуцерам отсека и испытательного стенда. Снимают крышку люка-лаза с полости горючего и подают управляющее давление 500 Па в полость заправочно-сливного клапана системы окислителя. Полость окислителя опрессовывают воздухом под давлением 24 Па и выдерживают 10 мин. Воздух стравливается. Затем в полость окислителя подают гелий и воздух под давлением 9 и 12,5 Па соответственно и выдерживают 60 мин. Герметичность сварных швов на средней длине проверяют с помощью гелиевого течеискателя методом накопления при атмосферном давлении. Полость бака горючего очищается от посторонних предметов и закрывается крышкой люка-лаза. Давление из полости окислителя стравливается в дренажную систему за пределы цеха.
На все проверяемые сварные швы и стыки устанавливают накидные чехлы. Полости окислителя и горючего заполняют 10%-ной воздушно-гелиевой смесью под давлением 22 и 12 Па соответственно и выдерживают 60 мин. Первой заполняется ёмкость окислителя. Категорически запрещается менять порядок заполнения ёмкостей во избежание деформации среднего днища.
|
|
||||||
| Рис. 2.34. Схема испытаний на герметичность топливного отсека: 1 – манометр; 2 – ёмкость окислителя; 3 – емкость горючего; 4 – редуктор; 5 – вентиль; 6 – баллон с гелием; 7 – пульт управления | Рис. 2.35. Схема крепления крышки люка-лаза и установки вторичной герметизации: 1 – крепеж; 2 – чехол вторичной герметизации; 3 – крышка ниппеля; 4 – ниппель; 5 – фланец ёмкости; 6 – прокладка; 7 – крышка люка-лаза |
Перед контролем герметичности замеряют фон гелия на испытательном участке. Вводят щуп с иглой в чехлы, затем производят проверку суммарной герметичности соединений. Оценка суммарной негерметичности осуществляется сравнением показаний фона участка и фона в чехле. Давление из полостей стравливается в обратной последовательности: сначала из полости горючего, затем из полости окислителя. Давление также стравливается из системы заправочносливного клапана окислителя. Чехлы и шланги демонтируются.
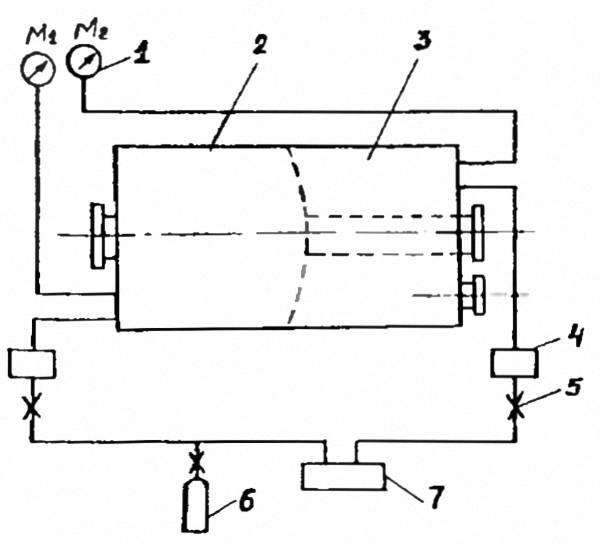
Крышки люков-лазов крепятся товарными болтами и пломбируются. Установка крышки-люка и вторичной герметизации выполняется по схеме (рис. 2.35).
Прокладку и её посадочные места в ёмкости и крышки обезжиривают спиртом путем протирки хлопчатобумажной салфеткой. Затяжка гаек люка производится тарированными ключами с чередованием в диаметрально противоположных направлениях. Все гайки контрятся проволокой.
Устанавливают чехол вторичной герметизации, прихватывают в 3–4 местах. Затем приваривают чехол к крышке люка и фланцу ёмкости. В полость чехла через ниппель подается гелий, и методом щупа проверяются сварные швы чехла. После снятия шланга на ниппель устанавливают пробку и приваривают её. Этот сварной шов также проверяют на герметичность.
В заключение баки продувают и заполняют азотом или азотно-гелиевой смесью под давлением, незначительно превышающим атмосферное.
2.11. ОТДЕЛОЧНЫЕ И ЗАКЛЮЧИТЕЛЬНЫЕ РАБОТЫ
![]()
Сварные швы баков покрывают специальным герметиком типа «Анатерма», который, застывая, образует над сварным швом твердую оболочку. Герметик, проникая в поверхностные микродефекты, заполняет их, сохраняя первоначальную пластичность. С изменением температурного режима бака герметик расширяется или сужается, повторяя температурную деформацию микродефектов, что положительно сказывается на увеличении срока службы бака.
После высыхания пленки герметика сварные швы обезжиривают и на них наносят грунт, производят покраску сварных швов и их сушку. Затем на поверхность бака наносится его заводской номер согласно технической документации.
На готовый бак оформляют документацию, подтверждающую пооперационное качество изготовления, и передают бак на общую сборку.
|
|
|
|
